关键词 |
洛阳钢结构箱型柱,箱型柱拼接,洛阳箱型柱,箱型柱生产厂家 |
面向地区 |
全国 |
箱型柱焊接过程中应当注意的六个问题
1、应确保电源有充分的容量使焊接电流、电压不产生波动。
2、被焊区内要清除水、油、锈及其他有害异物。
3、不得使用潮湿或混有异物的焊剂和生锈的焊丝。不得使用吸湿、脱落、破损或变质的管状焊条。
4、仔细调整熔嘴和坡口的相互位置,使坡口各个方面均可得到合适的熔深。焊接过程中牢固地保持熔嘴的位置不出现偏差,不和坡口发生短路。
5、垫板与壁板应尽可能密贴,其间隙控制在0.5mm以下,并用耐火泥对间隙进行密封处理。
6、焊接过程中,时刻注意渣池深度的调整,可采用添加焊剂的方法,使渣池始终保持适当的深度。
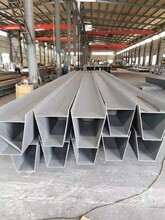
箱型柱内隔板采用电渣焊时,柱壁板厚度不宜小于16mm,小于16mm时要改用工字形柱或采用贯通式隔板。为啥呢?因为箱型柱内隔板与采用电渣焊时,因热影响区的存在,会使的箱型柱壁板一定厚度区域内发生明显的组织和性能变化,影响柱壁板的承载力和延性。
于钢结构应用场所的重要性,因此在钢结构生产安装过程中对钢结构的焊接提出了更高要求。钢结构的焊接性包含以下两个方面的含义:一是工艺焊接性,是指金属或材料在一定的焊接工艺条件下,能否获得致密、无缺陷并具有一定使用性能的焊接接头的能力;二是使用焊接性,是指焊接接头或整体焊接结构满足技术条件所规定的各种性能的程度,包括常规的力学性能(强度、塑性、韧性等)或特定工作条件下的使用性能,如低温韧性、断裂韧性、高温蠕变强度、持久强度、疲劳性能以及耐蚀性、耐磨性等。
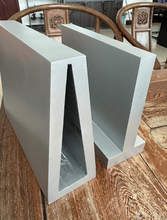
由于钢板经过扭曲加工,焊缝不是规则线形,焊接时应连续作业。焊接时尽量采用较小的热输入,采用多层多道焊,每道焊缝不得过宽。每层每道的焊缝接头应该相互错开,每层至少错开25 ~ 30 mm,以起弧点的缺陷不会集中在一起且能够被后续焊缝熔掉。每层焊缝焊接完成后,在清理焊渣及飞溅时,顺便对焊缝进行锤击处理,以消除部分焊接内应力。
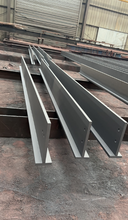
箱形柱是由四块钢板焊接而成,制作工艺与焊接H型钢大体相同,其工艺过程见流程图。箱形柱下料采用数控火焰切割机进行柱板切割,开坡口方法为碳弧气刨切割K型坡口,下料完成后进行调直校正,为柱身板拼装准确,需制备拼装胎膜,拼装顺序为: 以上盖板为基准,然后放出横隔板与侧腹板的装配线,进行U型组立,后拼装下盖拼装完成后进行焊接,柱身主体焊接采用埋弧自动焊,加劲板焊接采用电焊机手工焊接,后一面隔板焊接电渣压力焊接的方法进行,焊接设置引弧板。箱形柱焊接完成后进行调直矫正,后用端头铣床进行端头切割。箱形柱涂装严格按标准除锈、刷油,箱形柱制作完成后由专职质检人员进行检验、编号。
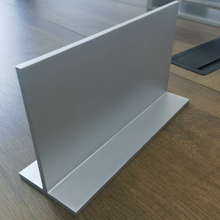
箱型柱为钢框架结构中重要构件之一,内置隔板,要求四面全熔透焊接。一般情况下焊接加强隔板处都有对应的钢梁(牛腿)与之连接,箱型柱在与之连接的钢梁(牛腿)翼缘上下各600mm 的节点范围内,箱型柱翼腹板间的主角缝也要求全熔透。因此正确的制作方法与合理的装配顺序尤为重要。