





产品别名 |
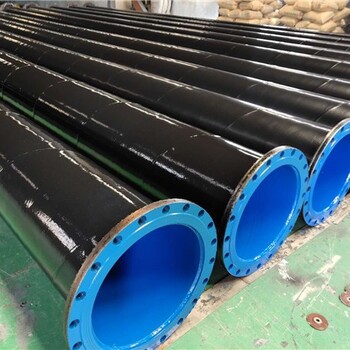
天然气涂塑钢管,天然气内外涂塑钢管,天然气内外涂塑管,天然气涂塑管 |
面向地区 |
全国 |
壁厚 |
2-25 mm |
密度 |
235 |
颜色 |
橙黄 |
拉伸强度 |
235 Mpa |
长度 |
6-12 m |
规格 |
DN150 |
用途/使用范围 |
化工管道 |
加工定制 |
是 |
1、表面处理:环氧煤沥青防腐钢管钢铁表面清除油污,好采用喷砂除锈至低达到gb/t8923的sa2级,好达到sa21/2级。施工条件受限制时,也可采用工具除锈至st3级。钢表面处理合格后,在返锈前尽快涂底漆(正常在8h内,当空气相对湿度超过80%时,应立即涂底漆)。混凝土表层20㎜内含水率低于6%,并清除疏松物质,呈现平整坚实表面。
环氧煤沥青防腐钢管
2、配漆:环氧煤沥青防腐钢管应专人配漆,底漆、面漆开桶后均应搅匀,按规定比例加入配套的东化1号固化剂,加入量为底漆100︰8~10(气温低多加),面漆100︰10。无溶剂型面漆a组份︰b组份=1︰1,不另加固化剂。加固化剂后搅匀并静置熟化5~10min后使用(配漆时尽量不加稀释剂,以免降低涂料固体含量,如在冬季施工,漆料过稠,可加入不超过5%的稀释剂),漆料配好后宜在4h内用完(否则漆料将逐步固化变稠,直至无法使用,此时应废弃,不得调入稀释剂勉强冲稀使用),应少量多次配漆,避免造成浪费。
埋弧焊直缝钢管又叫双面埋弧焊直缝钢管或LSAW直缝钢管。LSAW钢管 (Longitudinally Submerged Arc Welding简写为LSAW)是直缝埋弧焊钢管的表达术语。LSAW钢管是以单张中厚板为原料,将钢板在模具或成型机中压(卷)成管坯,采用双面埋弧焊方式并扩径而成进行生产的。其成品规格范围较宽,焊缝的韧性、塑性、均匀性和致密性较好,具有管径大、管壁厚、耐高压、耐低温抗腐蚀性强等优点。在建设高强度、长距离油气管线时,所需钢管大多是大口径厚壁直缝埋弧焊管。按API标准规定,在大型油气输送管道中,当通过高寒地带、海底、城市人口稠密区等1类、2类地区时,直缝埋弧焊管是适用管型。
直缝钢管直缝钢管所用原材料钢板边缘状况不佳是造成错边的另一重要原因.大口径厚壁直缝钢管生产工艺一般用化学和电解两种方法做酸洗处理,管道防腐只采用化学酸洗,可以去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处理直缝焊管的除锈速度:直缝钢管的摇摆焊接中焊接电流比传统焊接方式稍大;其次直缝钢管的摇摆焊接中钨极伸长度根据管壁厚来确定,通常为4-5mm;流量比传统焊接方式稍大,约为8-10l/min;是直缝钢管的摇摆焊接中摆动幅度为熔合两边坡口钝边的2mm处;左右手灵活配合、摇摆均匀、送丝均匀2.设备少、结构简单、重量轻、易于实现连续化、自动化、机械化生产3.平板预弯边:应用预弯机进行板边预弯,使板边具有契合要求的曲率;螺旋焊管的强度一般比直缝焊管高,主要生产工艺是埋弧焊,螺旋钢管能用同样宽度的坯料生产管径不同的焊管,还可以用较窄的坯料生产管径较大的焊管一般用化学和电解两种方法做酸洗处理,管道防腐只采用化学酸洗,可以去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处理2.设备少、结构简单、重量轻、易于实现连续化、自动化、机械化生产直缝钢管的摇摆焊接中焊接电流比传统焊接方式稍大;其次直缝钢管的摇摆焊接中钨极伸长度根据管壁厚来确定,通常为4-5mm;流量比传统焊接方式稍大,约为8-10l/min;是直缝钢管的摇摆焊接中摆动幅度为熔合两边坡口钝边的2mm处;左右手灵活配合、摇摆均匀、送丝均匀点焊的长度和间距,因管径不同 。