关键词 |
河西小型克拉管,克拉管厂家电话是多少,大港好用的克拉管,克拉管适用场合 |
面向地区 |
全国 |
克拉管生产加工制作过程:
1、设备加热:对克拉管制作的钢制辊筒模具进行加热处理。
2、缠绕:热态缠绕成型工艺,熔融状态的HDPE平料带及包覆PP的圆形加强筋同步缠绕在加热到预定温度的钢模上。
3、切削:管材承、插端口按加工到标准尺寸。
4、脱模:管材从模具上脱离。
5、修形:使外观平滑规范。
6、电熔丝预埋:管材承口内壁埋入电熔丝。
7、产品检验:检测产品外观、尺寸,确保合格产品出厂。
随着社会经济快速发展和城镇化进程加快,地考验着城市基础设施的承受能力。近年来,中国十分重视水资源保护及城市水务工程等基础设施建设,不断提出相关规划,如“雨污分流”、“城市管网升级改造”、“城市排水防涝工程体系完善”、“严格水资源管理”、“综合管廊”、“海绵城市”等建设规划。而克拉管顺应了社会发展的需要,呈现出极为迅猛的发展趋势。
克拉管回填达不到密实度的原因:
由于施工地质条件、回填材料等原因,克拉管施工回填质量往往不能完全达到回填密实度要求。这是客观存在的事实,因此没有完全达到克拉管回填密实度也不用担心,只要克拉管回填密实度在符合标准的范围内即可。
克拉管回填满足密实度的方法:
为了克拉管回填达到更好的密实度,我们应该实际施工地址条件,选择合适的回填材料,这样对于柔性克拉管管道的正常运行也是至关重要的。
克拉管安装施工流程如下:
1、开挖克拉管管道沟槽:槽底净宽:管径小于DN450mm时,管道每边净宽为D+0.3M,管径大于DN450mm时,管道每边净宽为D+0.5M,且应为管外径加600mm,以便人工在槽底作业为宜;
2、克拉管管材下沟:1)管材下管前,按产品标准逐节进行检验,不符合标准者,严禁下管敷设。2)根据直径大小、沟槽和施工机具装备情况,确定用人或机械将管材放入沟槽,下管时采用柔韧、较宽的皮带、吊带或吊绳的吊具,不得用钢丝绳或铁链直接吊装管材。平稳下沟,不得与沟壁、沟底激烈碰撞,吊装应有两个支撑点,不得两根或多根焊接后吊入沟槽,严禁穿心吊。3)对一般的土质,应在管底以下原状土地基或经回填夯实的地基上铺设一层厚度为100mm的中砂基础层;当地基土质较差时,可采用垫层不小于200mm的砂砾基础层,也可分两层铺设,下层用粒径为5——32mm的碎石,厚度100——150mm,上层铺中粒砂,厚度不小于50mm,对软土地基,当地基承载力小于设计要求或由于施工降水等原因,地基原状土被扰动而影响地基承载能力是,先对地基进行加固处理,在达到规定地基承载能力后,再铺设中粗砂基础层。
3、清理承插口污物:1)管材组队承插安装前需清理管端污物、以免影响焊接效果。2)小口径管材采用拉力器和绑带辅助承插,并确保承插到位。3)大口径管道采用挖机辅助承插,但需标注承插深度线并缓慢推进,以免损坏管材。
4、克拉管连接:1)根据不同的管径,选择匹配的焊机及电源。2)根据管径及天气状况,修正焊接参数。3)焊钳与电阻丝连接牢固可靠,以免接触部位产生电火花。4)用抱箍沿圆心方向边焊接边收紧承口,确保承插口紧密配合。
5、冷却:塑料管道不散热,为防止大量积聚在焊接区的热量在管道穿堂风的作用下可能缓慢起火燃烧,可在自然冷却小时候后浇冷水强制降温。
6、克拉管施工回填:1)不得回填淤泥、腐殖土、浮土及有机物;回填土内不应含有砖头、石块、冻土块及其他杂硬物体。2)管顶50cm内回填砂并逐层夯实,每层回填高度为15-20cm。3)管顶70cm内人工回填,严禁直接推土入沟,管顶70cm以上可机械回填,但从管道两侧同时对称回填,以免挤压管道产生变形。4)回填时接头外露,方便闭水试验时检查。
7、克拉管闭水试验:1)试验水头一般为2M。2)管道漏水量满足Qs≤0.0046Di,即为合格。
下管前检查管材是否损伤,特别承口与插口端,如有及时更换。 按规定削角(TS管:30-45°,活套管:20°)。不能把管材、件抛入沟中,应轻搬下放。
施工过程中应特别注意管沟两侧挖出之土方,防止挖出之石块坠落入管沟冲击管材,另施工完一段后应即刻回填,回填土质应为良质土,不得有坚硬物与管材接触,管材两侧及上方填良质土厚度为20~30cm以上。
管线中φ110mm以上的管件(弯头、三通、法兰末端)及分歧连接处做混凝土巩固,以管线日后正常使用。
管线安装完成待胶粘部位完全干固后(约48小时、低于10°时建议延长到60-96小时,进口胶可以8小时)再进行试水,试水管线长度以500m一段为宜,应特别注意待气温升高后或天气转暖后试水,严禁低温条件下进行试水作业,管线试压时要管道内水温与当时地温持平,防止因温差原因影响管线试压质量,可充满水2-3天后再进行试压。管材回填土后才能打压试水。
进水口、出水口、高点处要安装排气阀,试压时,灌水前先将排气阀全部打开,然后缓慢注水,待排气阀有水柱均匀流出后,自低至高逐次关闭,当加压至0.2~0.3Mpa时再次进行排气,将残留空气全部排除,然后再升压至规定压力值后稳压1小时观察压力表数值,无降压或降压范围在0.05Mpa以内为合格。
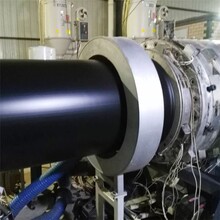
影响克拉管道挤出成型的四大因素:
1、温度
温度是挤出成型得以顺利进行的重要条件之一。
2、压力
在挤出过程中,由于料流的阻力,螺杆槽深度的变化,以及过滤网、过滤板和口模等产生阻碍,因而沿料筒轴线方向,在塑料内部产生一定的压力。这种压力是塑料变为均匀熔体并得到致密塑件的重要条件之一。
3、挤出速率
挤出速率(亦称挤出速度)是单位时间内挤出机口模挤出的塑料质量(单位为kg/h)或长度(单位为m/min)。挤出速度的大小表征着挤出生产能力的高低。
4、牵引速度
挤出成型主要生产连续的塑件,因此设置牵引装置。从机头和口模中挤出的塑件,在牵引力作用下将会发生拉伸取向。拉伸取向程度越高,塑件沿取向方向的拉伸强度也越大,但冷却后长度收缩也大。通常,牵引速度可与挤出速度相当。牵引速度与挤出速度的比值称牵引比,其值大于1。
| 主营行业:PE管材 |
| 公司主营:pe燃气管材,HDPE燃气管材,pe给水管材,PE聚乙烯燃气管材管件 |
| 主营地区:中国 |
| 企业类型:个体经营 |
| 注册资金:人民币120000000万 |
| 公司成立时间:2019-04-29 |
| 员工人数:51 - 100 人 |
| 研发部门人数:5 - 10 人 |
| 经营模式:生产型 |
| 经营期限:2019-01-29 至 2031-01-01 |
| 最近年检时间:2019年 |
| 登记机关:天津市静海区市场和质量监督管理局 |
| 年营业额:人民币 5000 万元/年 - 1 亿元/年 |
| 年出口额:人民币 10 万元/年以下 |
| 年进口额:人民币 10 万元/年以下 |
| 经营范围:PE燃气管材,HDPE燃气管材,聚乙烯燃气管材管件,PERT2型热力保温管,PE聚乙烯燃气管,PE管材管件 |
| 厂房面积:1000000平方米 |
| 月产量:600吨 (英) |
| 是否提供OEM:是 |
| 质量控制:第三方 |
| 公司邮编:300000 |
| 公司电话:0317-6668992 |
| 公司邮箱:972072951@qq.com |
| 公司网站:www.tj-mh.com |