





关键词 |
静安不锈钢非标弯头,上海弯头,高压对焊弯头,徐汇弯头 |
面向地区 |
全国 |
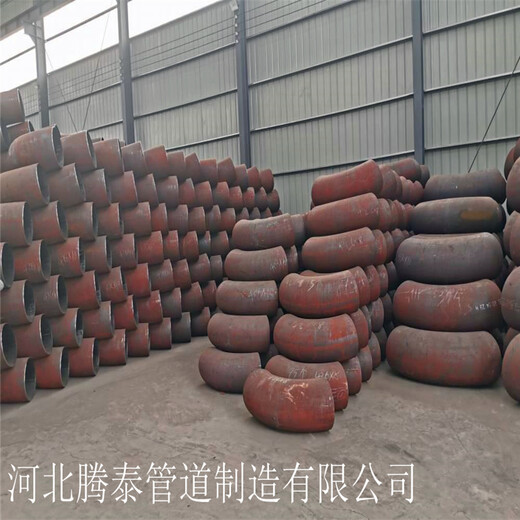
多节焊制弯头的焊后处理:
如弯头的壁厚比较厚,焊后好对焊件立即进行消除应力热处理,特别是对于大厚度焊件、高刚性结构件以及严厉条件下(动载荷或冲击载荷)工作的焊件更应如此。消除应力的回火温度为600~650℃。对于薄壁弯头,焊后可不做应力热处理。另外,弯头在焊接后要进行除渣、酸洗等处理,去除焊接过程中产生的氧化物、杂质等,确保弯头的使用质量。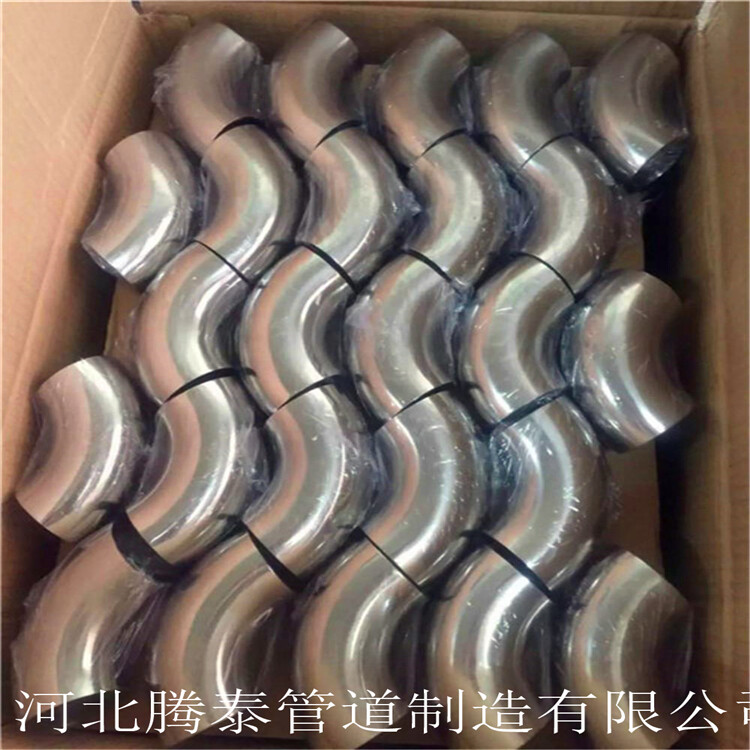
生产法兰、管件、弯头、三通、异型管件、法兰垫片和封头,欢迎登陆网站:对焊弯头在不正确的使用中能够产生腐蚀现象,对焊弯头发生腐蚀后,通常表现为对焊弯头的管壁变薄,出现局部的凹坑以及麻点。对焊弯头在腐蚀之后的检测方法:漏磁通法检测的基本原理是建立在铁磁材料的高磁导率这一基本特性之上的。
对焊弯头腐蚀缺陷处的磁导率远小于对焊弯头的磁导率,对焊弯头在外加磁场作用下被磁化,当对焊弯头中无缺陷时,磁力线绝大部分是通过钢管,此时磁力线分布均匀;当对焊弯头内部有缺陷时,磁力线发生弯曲,并且有一部分磁力线泄漏出钢管的表面。检测被磁化对焊弯头表面逸出的漏磁通,就能判断缺陷是否存在。超声波法超声波检测法是利用超声波的脉冲反射原理来测量管壁腐蚀后的厚度
时效处理:为了消除精密量具或模具、零件在长期使用中尺寸、形状发生变化,常在低温回火后(低温回火温度150-250℃)精加工前,把工件重新加热到100-150℃,保持5-20小时,这种为稳定精密制件质量的处理,称为时效。对在低温或动载荷条件下的钢材构件进行时效处理,以消除残余应力,稳定热压弯头组织和尺寸,尤为重要。
业生产法兰、管件、弯头、三通、异型管件、法兰垫片和封头
碳钢弯头技术适用于制造工作压力小于10MPa、碳钢弯头内径d?125mm,碳钢弯头中径D与碳钢弯头内径d比值D/d?1.5的任何碳钢弯头,而碳钢弯头中径的大小不受限制。例如可以加工碳钢弯头内径为12m,碳钢弯头中径为60m以上的大型国标碳钢弯头。国标碳钢弯头石油、天然气、化工、水电、建筑和锅炉等行业的管路系统。榫槽密封面,适用于易燃、易爆、有毒介质及压力较高的场合。垫片是一种能产生塑性变形、并具有一定强度的材料制成的圆环
碳钢弯头(HG20600、GB/T9121、JB/T83)制作较为简单,主要适用于具有腐蚀介质的管道系统;弯头焊环可采用不同的材料,降低弯头成本,提高使用性能。弯头密封面有突面、凹凸面、榫槽面.
使管子与管子相互连接的零件,连接于管端。弯头上有孔眼,螺栓使两弯头紧连。弯头间用衬垫密封。