





关键词 |
云南环保金属焊接,金属焊接操作流程,重庆金属焊接,金属焊接操作流程 |
面向地区 |
全国 |
金属焊接是一种连接金属的制造或雕塑过程。焊接过程中,工件和焊料熔化或不熔化,形成材料直接的连接焊缝。这一过程中,通常还需要施加压力来接合焊件。普通焊接与硬钎焊和软钎焊的区别在于软钎焊通过融化熔点较低(低于工件本身的熔点)的焊料来形成连接,无需加热熔化工件本身。
焊接的能量来源有很多种,包括气体焰、电弧、激光、电子束、摩擦和超声波等。除了在工厂中使用外,焊接还可以在多种环境下进行,如野外、水下和太空。无论在何处,焊接都可能给操作者带来危险,所以在进行焊接时采取适当的防护措施。焊接给人体可能造成的伤害包括烧伤、触电、视力损害、吸入有毒气体、紫外线照射过度等。
新手焊接需要掌握的要点在进行手工氩弧焊中,需要注意的就是焊丝跟被焊产品间的角度,通常来说需要将它控制在10-15度之间,在进行施焊中,可以说焊丝也是要进行随熔池的前段,平稳的进行,这样才能它的质量跟工艺不会收到影响的,还要注意一下施焊时,可以说焊丝也是不能脱离氩气保护区。新手在进行焊接时,也是要提前学习一些技巧才行,在施焊中,还是要做到平稳的,防止幅度大的摆动,要不容易造成脱离氩气保护区,也是会影响到焊接质量。在进行摆放是,还要注意频率控制好,这样才能控制好幅度。
金属焊接还有一种方法称作共晶钎焊或共晶扩散钎焊。这是将异种金属接触表民加热到一定温度,使两种金属在接触面表面形成低熔点的共晶体,该低熔点共晶体在此温度下呈液态,实质上成了一种不用外加钎料的钎焊方法。当然,这要求两种金属之间能够形成低熔点的共晶体。异种金属扩散时加入中间层材料,在很低压力下加热使中间层材料熔化,或与被焊金属接触形成低熔点共晶体,此时形成的薄层液体,经一定时间的保温过程,使得中间层材料全部扩散到母材中并均匀化,就能形成没有中间材料的异种金属接头。这类方法在焊接过程中都会出现少量液态金属。因而又被称作液相过渡焊,他们的共同特点就是接头中不存在铸造组织。
金属焊接焊口的位置要符合以下要求:
焊口应避开应力集中区,便于施焊、检验及热处理。
锅炉受热面管子焊口,其中心线距离管子弯曲起点或汽包、联箱外壁或支吊架边缘至少70,同根管子两个对接,焊口间距离不得小于150mm。
管道对接焊口,其中心线距离管子弯曲起点不小于管子外径,且不小于100mm(焊接、锻制成型管件除外),距支吊架边缘至少50mm,同管道两个对接焊口间距不得小于150mm,当管道公称直径大于500mm,同管道两个对接焊口间距离不得小于50mm。
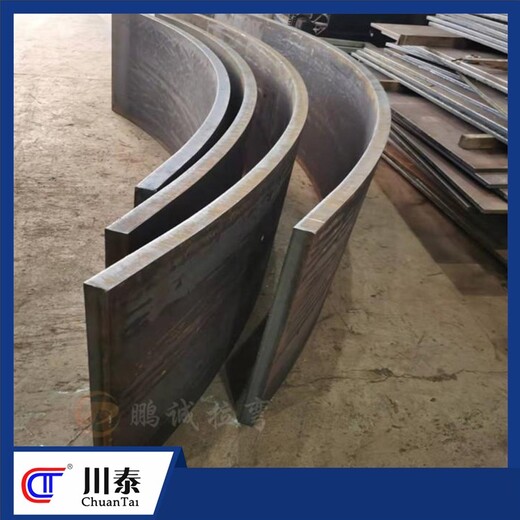
在任何应用中,正确准备用于焊接的金属对于获得结果,保持一致的生产率水平以及小化成本(尤其是与返工和停机时间相关的成本)至关重要。
从尽可能干净的表面开始,大大增加了稳固焊缝的机会。因此,为操作员配备正确有效地完成焊接准备的佳实践对于简化整体焊接操作非常重要。为了进行适当的焊接准备,在开始之前制定一个计划很重要。否则,很容易完全跳入一个看似简单的项目,然后迅速发现有许多因素可能导致代昂的延迟,或返工。制定计划还可以帮助您抵制出现问题时采取捷径的冲动。
金属焊接的时间:合金层厚度在2-5um结实,焊接时间过长,则焊接点上的焊剂完全挥发,就失去了助焊作用。合金层将加厚,使焊点变脆,变硬且易折断,光洁度变白,不发亮。焊接时间过短,则焊接点的温度达不到焊接温度达不到焊接温度,焊料不能充分熔化,容易造成虚假焊。同时,合金层过薄,使焊接变得力度不够。所以焊接时间应选择适当,一般应控制在2S-3S以内。