





关键词 |
洛阳劲性十字柱,十字柱制作,洛阳十字柱,定制十字柱 |
面向地区 |
全国 |
十字柱组立:
1.十字柱组立前设备的选择:A.十字柱的组立可采用人工胎架组立;B.组立的定位焊接可采用气体保护焊机。
2.十字柱的组立。A.确定装配基准线:在H型钢及T型钢(已组立成H型)组焊完毕并校正合格后,在其端头腹板上确立装配基准线,并用记号笔标记、划线,并用工艺隔板进行初步定位,(临时)装配定位工艺隔板,然后,以该装配基准线及工艺隔板为基准转配。B.十字柱的组立应在胎架上完成,并辅以千斤顶对部件间顶紧,各部件间的定位点焊长度40~60mm左右,焊角6mm,间距300~400mm。
3.注意的是在拼成十字前要先将H型和T型钢校正(校直,校平)。
十字柱的焊接:
1.十字柱十字位置焊接采用气保焊打底,埋弧焊盖面。
2.做好焊前的准备工作:加设引熄弧板;清理焊接区。③焊接参数的选择:气保焊焊接电流:I=240~280A,焊接电压:U=26~32V、焊接速度:V=120~150mm/min。④焊接顺序的选择:为合理的控制焊接过程中产生的变形,焊接顺序按以下进行,并在焊接过程中加强检查,以便随时作出相应调整。
3.a对于十字和T形的坡口焊接,在构件放置条件允许或易于翻身的情况下,采用双面坡口对称顺序焊接。④-b.对双面坡口不对称的,宜采用先焊深坡口侧部分焊缝,后焊浅坡口侧,后焊完深坡口侧焊缝的顺序。
4.c对大型结构宜采取分部组装焊接,分别矫正变形后再进行总装焊接或连接。
5.十字柱焊接完成后,将工艺隔板去除,并对十字柱进行打磨。
6.十字柱矫正十字柱矫正采用手工火焰矫正方法进行矫正。利用火焰矫正时,加热温度控制在650℃左右,扭曲变形矫正时,一端固定,另一端采用液压千斤顶进行矫正。
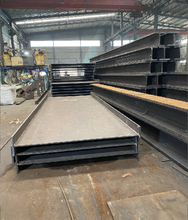
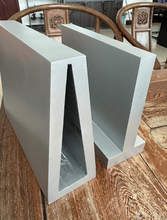
装配式建筑被大力推进的背景下,大中型钢结构产品得到了社会的青睐,十字柱作为大部分钢结构建筑中的主要受力构件得到了广泛的应用。十字柱主要由主截面h型钢和两侧的t型钢焊接构成。
我国的钢结构建筑是从20世纪80年代开始兴起的,20世纪90年代以后,在国家的支持下呈现快速发展的态势。近年来,钢构建筑开始大量应用于大型建筑体系中,如厂房、体育场馆等。
在钢结构工程施工焊接中,焊工是特殊工种,焊工的操作技能和资格对工程质量起到作用,充分予以重视。本条所指的焊工包括手工操作焊工、机械操作焊工。
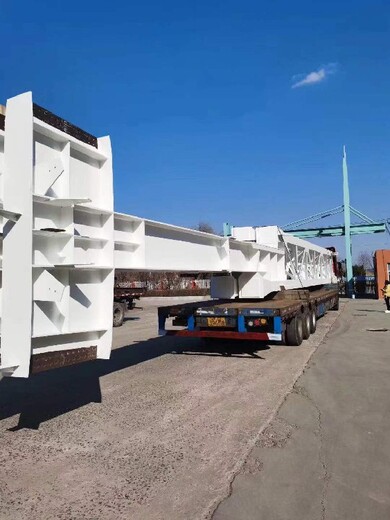
钢结构是由各种加工制成的型钢和钢板组成,采用焊接、螺栓或铆钉连接等手段制造成基本构件,运至现场装配拼接。故制造简便、施丁周期短、,且修配、更换也方便。这种工厂制造、工地安装的施工方法,具备了成批大件生产和成品精度高等优点,同时为降低造价,发挥投资的经济效益创造了条件。
首晟钢构/生产加工:
焊接H型钢 T型钢,玻璃幕墙T型钢 焊接T型钢,箱型梁,箱型柱,十字柱,钢构件,变截面H/T型钢,(H型钢抛分T型钢)异型钢,异型件,T型工字钢,L钢,热轧小型T型钢,行车梁,十字柱,卷管,焊接方管,(特殊规格/尺寸产品数量大,可直接生产热轧产品)等。
生产:热轧小T型钢,规格有25*3 30*3 40*4 50*5 60*6 60*7等,可根据要求定做模具,生产各种异型规格型材。
承接:大中小型,钢构件制作。
可抛丸,喷漆,钢板分条,打孔,切割,埋孤焊接,数控钢板法兰下料等。