





产品别名 |
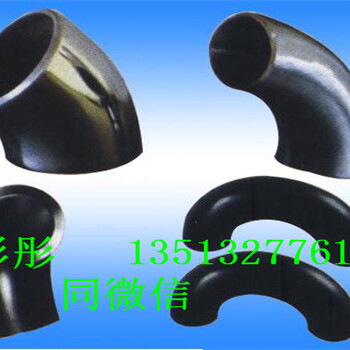
高压弯头,热推弯头 |
面向地区 |
全国 |
品牌 |
友鑫 |
产地 |
河北 |
型号 |
GKD |
材质 |
20# |
类型 |
..... |
表面处理 |
按客户要求 |
安装型式 |
按客户要求 |
规格 |
219*6 |