关键词 |
云南钢板卷圆,钢板卷圆作用,重庆钢板卷圆,钢板卷圆品牌 |
面向地区 |
全国 |
钢板卷圆加工的加工工艺为我们的日常生活带来了很大的协助,但在运用产品的过程中存在许多问题。当弯头产生缺陷并维护微裂纹不受弯曲钢管的感应加热时,当一定水平的变形温度时,在弯头外侧构成微裂纹。
钢板钢板卷圆加工微弯裂出如今肘部,我们能够依据其成形条件停止有效的讨论。通常,能够有效地完成裂痕的长度。裂痕主要在露营方向上产生,垂直于奥氏体晶界,因而垂直于垂直于管延伸的熔渣。
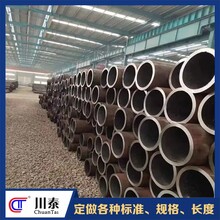
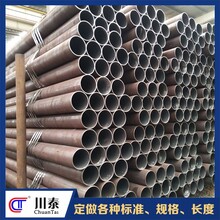
由于钢卷产品具有强度高,韧性好,钢种规格品种繁多,因此用途也十分广泛,从一般的工程结构至汽车、桥梁、船舶、锅炉压力容器等制造,都得到大量使用。各种不同用途,对钢板的材质性能、表面质量及尺寸、外形精度等要求也各不相同。因此,对钢卷产品的品种、材质、特性及其用途有所了解,才能做到经济、合理利用。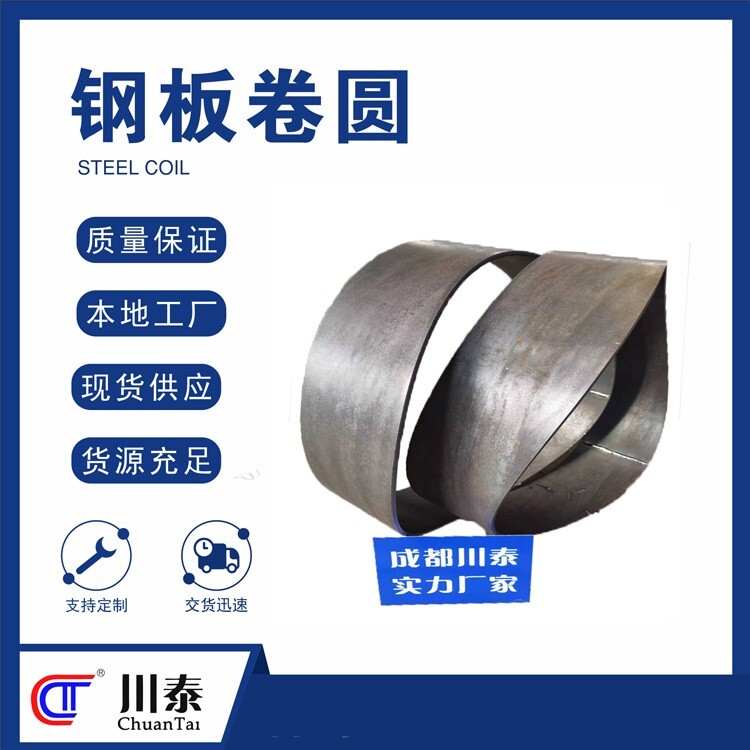
卷圆加工工序,在钢板加工中经常见到,这种加工的目的主要是将钢板材料通过卷圆设备卷成扁圆形。
那么卷圆加工是怎么工作呢?我们简单来说一下:在进行卷圆工作时,我们要在加工的钢板材料中间画一条线作为控制线,然后再把卷圆加工的钢板两部分分别卷成两个半圆形。然后我们会发现平圆的直线段就是剩下的直边部分。
钢板大型卷圆的加工特点:
要选择塑性好的材料,冲压件的生产中,有些圆筒状的加工需要材料具备良好的延伸性,半径越大变形程度越大,材料越容易开裂,要选择延伸率大的材料,例如不锈钢、黄铜、铝合金等材质的塑性较好。
大型卷圆加工直径要合适,直径的大小取决于轴压模,直径过小会影响稳定率,过大容易产生开裂现象,对成型工序影响很大。在金刚石切割弯曲中,直径保持在20-50是合适的。
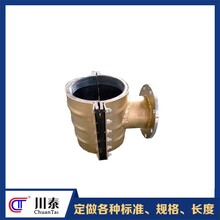
钢板卷圆加工需要注意的问题:注意管端的导向,冲压卷圆工序使用到的模具有锥形模、圆角模或者槽形模,起到轴压的作用。不同模具生产的质量是不一样的,锥形模冲压时容易产生滑动,使材料变形,要注意模具的半锥角,角度应大于60°,否则难以成型;圆角模要保持对中性,生产中会受到圆角的约束和导向,容易产生自由变形,厂家更偏向于槽形模,生产出来的产品质量高,但加工难度较大,成本较高,要根据冲压件的质量要求来选择。
注重卷圆的形状设计,对于铰链形状的五金件,常见的工序是先将毛坯前端顶弯,在进行卷圆,弯曲的弧度要在合适的范围,调整模具的圆弧中心位置。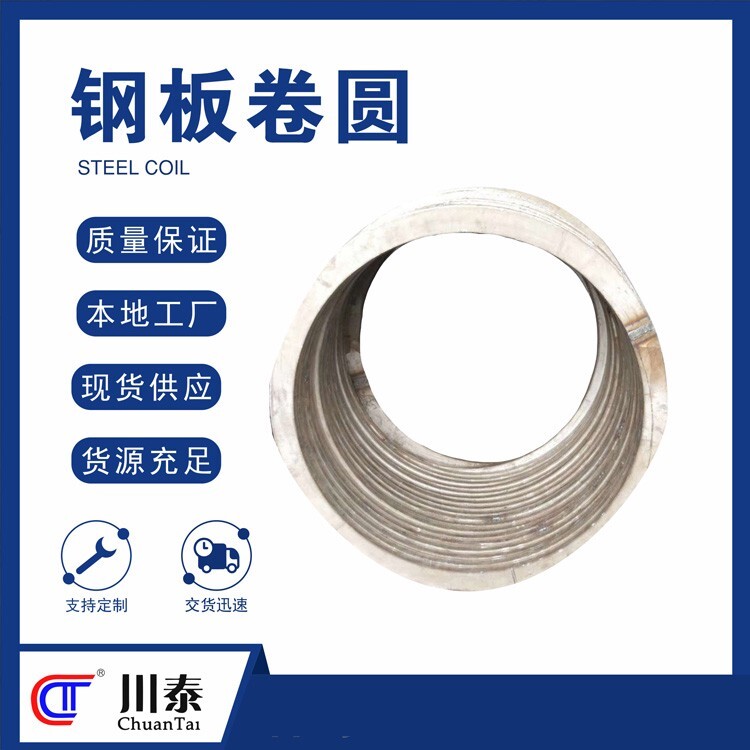
钢板卷圆的焊接工艺参数的影响主要包括两方面:
(1)焊接电流根据螺旋钢管的生产特点,通常内焊使用较小的焊接电流,而外焊使用较大的焊接电流。但是,在较大焊接电流条件下,熔池的搅拌作用加剧,且焊丝的熔化量也相应增多,得到的焊缝余高增高,焊缝成型恶化,边缘过渡较差。
(2)焊接电压由于焊接电弧呈圆锥形状,而焊接电压的大小直接影响到电弧的长短。因此,随着焊接电压的增加,电弧长度增加,电弧斑点的移动范围扩大,熔池变宽,会得到较宽的焊缝成型。如果在水平位置进行焊接,仅会使焊缝的宽度发生变化,而不会影响焊缝的边缘过渡。但螺旋焊管的外焊是在斜坡上进行焊接,熔融状态的焊缝金属在重力作用下会发生侧向流淌。由此可知,焊接电压越大,熔池越宽,焊缝金属发生侧向流淌的趋势就越严重,终导致焊缝金属偏流。