关键词 |
超流态灌浆料,灌浆料的标号,景德镇灌浆料,CGM-6灌浆料 |
面向地区 |
全国 |
抗压强度 |
60MPa |
功能 |
其它 |
设备基础二次灌浆
1 工程概况
本次设备基础二次灌浆主要针对锅炉基础框架柱、汽机安装基座和全厂设备基础,本次采用YB60-III型高强无收缩宝和汇辰灌浆料,现场加水搅拌后即可使用,具有早强、高强、大流动性,微膨胀行等特点。生产厂家为湖南岳阳市远博新型材料科技有限公司。本方案根据现场实际情况,并结合厂家给具的施工方法制定,符合《砼结构工程施工及验收规范(GB50204)、《砼设计规范》(GBJ10)及《水泥基灌浆材料施工技术规范》(YB/T9261-98)中的相关规定。
2施工准备
2.1现场准备
(1)所需机械、机具已经进场并经过检修合格,机具、工具的安全性已经过检查。
(2)提出物资计划,并催促材料及物资及时进场。
(3)编制相关的施工进度计划,并确定劳动力人数,确保施工能够顺利进行。
(4)现场可采用搅拌机搅拌,也可进行人工搅拌,可根据现场实际情况由工长具体确定,具体施工时,如在冬季施工时,室外温度较低,搅拌时应在厂房内部,如确实需要在室外搅拌,搭设暖棚,并温度在5℃以上,并用热水搅拌,水温25℃-30℃,但不得30℃。
2.2技术准备
(1)技术人员及施工人员已熟悉图纸及规范要求,掌握灌浆部位的细部尺寸,具体见下图示。
(2)在施工前,现场管理人员、施工人员进行进行技术交底,技术交底由项目部管理人员组织进行,并严格强调责任到人;现场责任工程师和施工队技术管理人员应熟悉施工现场和施工要求。
(3)作业所需的宝和汇辰灌浆料已经经过复试合格并报验完成。
2.3人员准备
作业人员具备灌浆的基本知识和操作技能,熟悉本工作的操作常识和规程,能熟练操作本工种的机具。
2.4工具、器具准备
搅拌机、水桶、模板、测量器具、磅秤、养护用塑料布、草袋(可根据温度确定,环境温度大于5°时可不用)、清洁用棉纱、破布、空压机、竹条或钢筋(前端弯成钩头,主要用于灌浆时导流用)、漏斗等。
高喷灌浆施工方案
工程概况
北汝河河道治理范围内规划有四级水面工程,四级水面工程回水范围内的堤身及堤基采用高压喷射灌浆防渗墙。具体设计为桩号1+300-5+150高喷墙深度为10-15m,5+150-6+493.4高喷墙深度为8-10m。橡胶坝工程设围堰高喷防渗墙,设计深度约为5m。
本工程高压喷射灌浆防渗墙浆液为水泥浆,采用三管法旋喷摆喷搭接方式成墙,小成墙厚度为30cm;灌浆轴线平行坝轴线,单排孔,孔距1m,分两序孔施工;要求摆喷角度不小于60°。
施工现场布置
(1)施工场地:对堤身及堤基平台场地进行整平、碾压,以喷灌台车施工。
(2)制浆系统:配备1台ZJ-400型高速搅拌机和1台ZJ-800型储浆搅拌机拌制水泥浆满足现场高喷需要。泥浆拌制用1台WJG80-1泥浆搅拌机,将制好的泥浆储在1口10m3的铁箱中备用。
(3)施工用水直接从河道内抽取供应到一口2m3的水箱中,高喷时满足高压水泵和搅拌水泥浆的需要。
(4)施工用电接两岸附近电网,为确保施工期间的电力供给,工地设300KW移动式柴油机备用。
(5)布置按距离施工场地就近为原则,在坝顶布置1座制浆站。采用钢管搭制,四周用彩条布围护,油毛毡盖顶,制浆站内设水泥仓库和灰台,水泥堆放平台采用脚手架管搭制,距地面约1m,上铺脚手板,制浆站四周设排水沟,以排除制浆过程中产生的废水废浆。
(6)排污:现场分别设置排污沟,在高喷施工现场附近偏下游侧挖一个集中排污坑,将废水、废浆排至集水坑中,用排污泵抽排入监理的位置。
灌浆材料
(1)水泥
高压喷射浆液采用普通硅酸盐水泥拌制,水泥强度等级不低于42.5级。需要提高墙体强度时,按监理人指示,42.5级硅酸盐水泥中外掺扩散剂。每批水泥按要求进行检测,符合设计要求方可使用。
(2)水
按图纸设计要求,北汝河水质,施工用水可采用河水。灌浆用水且满足符合拌制水工砼用水要求,并满足DL/T5200-2004的有关规定。
(3)灌浆浆液
高喷灌浆施工用浆液采用水泥浆,水灰比1.5:1~0.6:1(密度约为1.4g/cm3~1.7g/cm3),浆液喷射压力:0.2~1.0MPa,浆量60~80L/min,回浆密度≥1.20g/m3。根据需要,可在水泥浆液中加入速凝剂、减水剂等外加剂。掺合料与外加剂的种类及掺入量应通过室内试验和现场高喷灌浆试验确定。
高喷灌浆
1)高喷灌浆台车就位;使用液压步履装置使高喷台车的井口装置对准孔口,然后升降液压支腿调平台车,并进行试喷检查,各管路及机械正常,各参数均达到要求后方可下入喷杆。
2)下喷管:利用卷扬机提起喷杆,使喷头通过井口对准孔位中心,将喷杆下入孔内直至孔底。
3)制浆:使用ZJ-400型高速搅拌机制浆,搅拌不少于30s后,放入1.0m3的贮浆桶中(贮浆桶上安装过滤网对浆液进行过滤),用比重称或比重计测量浆液比重,符合要求后,进行喷灌施工。
4)喷射提升:调整好喷射轴线、旋转速度及提升速度,连接气、水、浆管,先通气、水,后通浆,喷射1~3min,然后起动旋转装置,待孔口返浆比重大于1.3时再起动提升装置,按试验确定并经监理工程师认可的各项参数由下而上按高喷工艺提升喷射。在注浆过程中,使用监测台控制与记录,并根据其显示的数据及时调整。
5)孔口回填:喷射灌浆结束后,关闭高压水及气,继续往孔内送水泥浆液直至孔口浆液下降不明显时,结束供浆。
6)机具冲洗:每喷射完一孔后,喷灌设备如能在10分钟之内,转移至新孔位并下入孔底,可不考虑对输浆系统进行冲洗,如输浆距离长,气温高、转移时间较长应对喷灌系统进行冲洗,以免管路堵塞。
7)成墙施工:高压喷射灌浆作业分两序施工,单孔喷射作业连续进行,相邻Ⅰ、Ⅱ序孔的作业间隔时间为24h。施工时根据现场施工情况调整同序孔的施工次序。如施工间隔时间过长,采取提高喷射压力,降低提升速度等措施处理,确保Ⅰ、Ⅱ序墙体的可靠搭接。
特殊情况处理
1)喷射灌浆作业连续进行,如果在喷射过程中因故中断,中断时间超过30分钟,应对中断孔段进行复喷,且搭接长度不小于0.5m,采取重叠搭接喷射处理后,再继续向上提升及喷射注浆,并记录中断深度和时间,如喷杆下不到位,采取扫孔再喷射的措施进行施工。
2)若地层中空隙较大而引起不冒浆或冒浆量偏低,则在浆液中加入适量的速凝剂水玻璃等,缩短固结时间,使浆液在一定土层范围内凝固,同时增大注浆量,减慢提升速度或进行静喷,直至孔口冒浆达到设计比重后,再提升喷射。
3)若冒浆过大,采取提高喷射压力,加快提升速度进行施工,但应经现场监理人批准,同时对冒出地面的浆液进行过滤,沉淀除去杂质,再予以回收利用。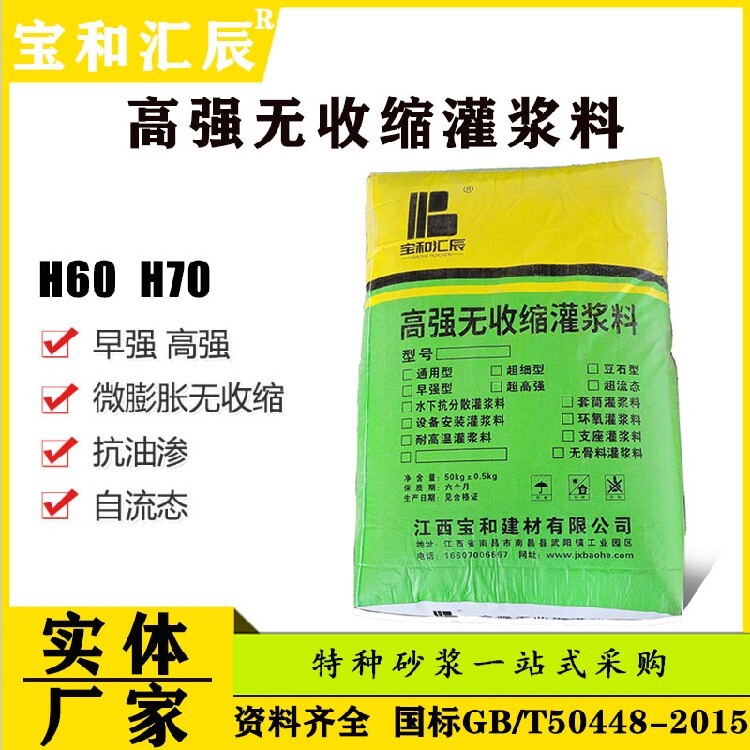
环氧树脂电子电器封装及绝缘材料
环氧树脂的介电性能、力学性能、粘接性能、耐腐蚀性能,固化收缩率和线胀系数小,尺寸稳定性好,工艺性好,综合性能,更由于环氧材料配方设计的灵活性和多样性,使得能够获得几乎能适应各种性能要求的环氧材料,从而使它在电子电器领域得到广泛的应用。并且其增长势头很猛。尤其在日本发展极快。以1998年世界主要消费环氧树脂的国家及地区,用于电子电器领域的环氧树脂占各国或地区环氧树脂总消费量的比例来看:日本为40%,西欧为24%,美国为19%。而我国只占13%。随着我国四大支柱产业之一-电子工业的飞速发展,预计环氧树脂在此领域中的应用必将会有大幅度的增长。
提高综合*中*国树*脂<在*线业务能力,服务广大树脂界同仁。
环氧树脂在电子电器领域中的应用主要有:电力互感器、变压器、绝缘子等电器的浇注材料,电子器件的灌封材料,集成电路和半导体元件的塑封材料,线路板和覆铜板材料,电子电器的绝缘涂料,绝缘胶粘剂,高压绝缘子芯棒、高电压大电流开关中的绝缘零部件等绝缘结构材料等。后三类环氧材料将下面章节介绍中一一介绍。
环氧树脂电子电器封装及绝缘材料的发展方向主要是:提高材料的耐热性、介电性和阻燃性,降低吸水率、收缩率和内应力。改进的主要途径是:合成新型环氧树脂和固化剂;原材料的高纯度化;环氧树脂的改性,包括增韧、增柔、填充、增强、共混等;开发无溴阻燃体系;改进成型工艺方法、设备和技术。
1、环氧树脂浇注及浇注材料
环氧树脂浇注是将环氧树脂、固化剂和其他配合料浇注到设定的模具内,由热塑性流体交联固化成热卧性制品的过程。由于环氧树脂浇注产品集优良的电性能和力学性能于一体,因此环氧树脂浇注在电器工业中得到了广泛的应用和决速的发展。
提高综合*中*国树*脂<在*线业务-能力,服务广大树脂界同仁。
环氧树脂浇注的工艺方法,从不同的工艺条件去理解有不同的区分方法。从物料进入模具的方式来区分可分为浇注和压注。浇注指物料自流进入模具。它又分常压浇注和真空浇注。压注指物料在外界压力下进入模具,并且为了强制补缩,在物料固化过程中,仍保持着一定的外压,它由过去的简单加压凝胶法发展成现在成熟的自动压力凝胶法。
从物料固化温度来区分可分为常温浇注法和高温浇注法。选用常温或高温浇注法由浇注材料的本身性质所决定的,其根本区别是浇注材料固化过程中所必需的温度条件。
从物料固化的速度来区分可分为普通固化法和快速固化法。物料进入模具至拆模所需的时间为初固化时间,普通固化法需几个甚至十几个小时,快速固化法只需十几分钟至几十分钟。
现代浇注工艺中,应用比较成熟的浇注工艺方法主要是真空浇注法和自动压力凝胶法。
(1)真空浇注工艺
真空浇注工艺是目前环氧树脂浇注中应用为广泛、工艺条件为成熟的工乙方法。
对于一件环氧树脂浇注的电器绝缘制品,它要求外观、尺寸稳定、力学年耍:—电性能合格。它的这些性能取决于制件本身的设计、模具的质量、浇注用材料的选择、浇注工艺条件的控制等各个方面。环氧树脂真空浇注的技术要点就是尽可能减少浇注制品中的气隙和气泡。为了达到这一目的,在原料的预处理、混料、浇注等各个工序都需要控制好真空皮、温度及工序时间。
(2)自动压力凝胶工艺
自动压力凝胶工艺是20世纪70年代初由瑞士CIB入Ctigy公司开发的技术。因为这种工艺类似于热塑性塑料注射成型的工艺方法,因此也称其为压力注射工艺。它的为显著的优点是大大提高了浇注工效。可以说自动压力凝胶技术的开发成功及在工业上的大量应用,是真空浇注由间歇、手工操作向自动化生产发展的一场革命,它和真空浇注的主要区别在于:
1)浇注材料是在外界压力下通过管道由注入口注入模具。
2)物料的混料处理温度低,模具温度高。
3)物料进人模具后,固化速度快,通常为十几分钟至几十分钟。
4)模具固定在液压机上,模具加热由模具或模具固定板上的电热器提供。
5)模具的合拆由液压机上的模具固定板移动来完成。
自动压力凝胶工艺的特点:模具利用率高,生产周期短,劳动;模具装卸过程中损伤程度低,模具使用寿命长;自动化程度高,操作人员劳动强度轻;制品成型性好,产品质量有所提高。
环氧树脂的灌封及灌封材料
(1)灌封料的用途
灌封是环氧树脂的一个重要应用领域。已广泛地用于电子器件制造业,是电子工业不可缺少 的重要绝缘材料。
灌封,就是将液态环氧树脂复合物用机械或手工方式灌入装有电子元件、线路的器件内,在常温或加热条件下固化成为性能的热因性高分子绝缘材料。它的作用是:强化电子器件的整体性,提高对外来冲击、震动的反抗力;提高内部元件、线路间绝缘,有利于器件小型化、轻量化;避免元件、线路直接暴露,改善器件的防水、防潮性能。
(2)灌封料的分类
环氧灌封料应用范围广,技术要求千差万别,品种繁多。从固化条件上分,有常温固化和加热固化两类。从剂型上分,有双组分和单组分两类。多组分剂型,由于使用不方便,做为商品不多见。
常温固化环氧灌封料一般为双组分,灌封后不需加热即可固化,对设备要求不高,使用方便。缺点是复合物作业教度大,浸渗性差,适用期短,难以实现自动化生产,且固化物耐热性和电性能不很高。一般多用于低压电子器件灌封或不宜加热固化的场合使用。
(3)灌封料的术要求
加热固化双组分环氧灌封料,是用量大、用途广的品种。其特点是复合物作业教度小,工艺性好,适用期长,浸渗性好,固化物综合性能,适于高压电子器件自动生产线使用。
单组分环氧灌封料,是近年国外发展的新品种,需加热固化。与双组分加热固化灌封料相比,的优点是所需灌封设备简单,使用方便,灌封产品的质量对设备及工艺的依靠性小。不足之外是成本较高,材料贮存条件要求严格,所用环氧灌封料应满足如下要求:
1)性能好,适用期长,适合大批量自动生产线作业。
2)教度小,浸渗性强,可布满元件和线间。
3)灌封和固化过程中,填充剂等粉体组分沉降小,不分层。
4)固化放热峰低,固化收缩小。
5)固化物电气性能和力学性能,耐热性好,对多种材料有良好的粘接性,吸水性和线膨胀系数小。
6)某些场合还要求灌封料具有难燃、耐候、导热、耐高低温交变等性能。近年,随电子工业迅猛发展,我国已拥有一支的环氧灌封料研究、开发队伍,生产厂家规模不断壮大,产品商品化程度明显提高,初步形成了门类品种较为的新兴产业。
宝和建材主要产品:灌浆料 压浆料 注浆料 座浆料 轨道胶泥 重力砂浆 聚合物砂浆 路面修补料 道钉锚固剂 超能水泥 不发货砂浆 自流平水泥 环氧砂浆(环氧胶泥)修补砂浆 自密实混泥土 高聚物结构修补料 堵漏材料 桥梁伸缩缝修补料 防水砂浆 植筋胶 伸缩缝修补料 防水砂浆