


关键词 |
焊接法兰价格,上海焊接法兰,焊接法兰配件,陕西生产焊接法兰 |
面向地区 |
全国 |
壁厚 |
mm |
颜色 |
单色 |
类型 |
横向型 |
材质 |
碳钢 |
型号 |
法兰 |
直径 |
100 |
执行标准 |
国标 |
特殊功能 |
耐腐蚀 |
连接方式 |
焊接 |
抗压强度 |
强 |
用途 |
工程机械 |
产品规格 |
可定制 |
连接形式 |
焊接 |
适用介质 |
水 |
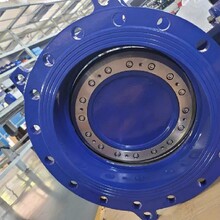
焊接法兰是管子与管子相互连接的零件,连接于管端。焊接法兰上有孔眼,螺栓使两法兰紧连。间用衬垫密封。焊接法兰是一种盘状零件,在管道工程中为常见。
焊接法兰(flange)连接就是把两个管道、管件或器材,先各自固定在一个焊接上。两个焊接之间,加上法兰垫,用螺栓紧固在一起,完成了连接。焊接是高压管道施工的重要连接方式。焊接法兰连接使用方便,能够承受较大的压力。 焊接法兰被广泛应用于石油、化工、天然气、电站、冶金管道等领域。
焊接法兰标准体系
国际上管法兰标准主要有两个体系,即以德国DIN(包括原苏联)为代表的欧洲管法兰体系和以美国ANSI管法兰为代表的美洲管法兰体系。除此之外,还有日本JIS管法兰,但在石油化工装置中一般仅用于公用工程,而且在国际上影响较小。现将各国管法兰简介于下:
以德国及原苏联为代表的欧洲体系管法兰
(2)美洲体系管法兰标准,以ANSI B16.5和ANSI B 16.47为代表
(3)英国和法国管法兰标准,两国各有两套管法兰标准
承插焊合的连接形式主要用于焊合小直径阀门和管道、管件和管道焊接。一般情况下,小直径管道壁厚薄,易错位、易腐蚀,对焊难度大,更适合承插焊。此外,承插焊具有补强作用,因此常在高压下使用。但是,承插焊存在一些缺点,一是焊合后应力状况不佳,容易发生未焊透情况,管道系统中存在间隙,不宜用于腐蚀敏感介质的管道系统和具有较高洁净度要求的管道系统。再者,特高压管道,即使管壁直径小,壁厚也很大,也可以尽量采用对焊连接,避免承插焊。
简而言之,承插焊是由角焊缝形成的,对焊是由对焊和对接焊缝形成的。在分析焊缝的强度和应力状况时,对焊是要优于承插的,因此在压力水平高、使用条件差的情况下,一定要采用对接的形式。
好了,以上就是关于法兰焊合方式和应用范围的介绍,希望大家有所了解。毕竟我们只有足够了解了,我们才能用合适的焊合方式来焊合法兰,进而更好地使用焊合法兰,才能整个管道的连接质量,不会发生泄漏情况,才能更好地服务于我们的生活和生产。
对焊接法兰的两种安装方法:
1、在连接对焊接法兰之前先布置不锈钢管件的内侧和外侧,然后在需要连接的管道上安装带有开槽环的法兰。在上方,管道的端口需要进行90度翻边处理。处理后,需要对管道的端口表面进行打磨。打磨后,它应该无毛刺、凹凸和变形,垂直且平整的,并且需要使用工具将它弄圆。
2、运用成品进行翻边短管然后将其焊接在管材上运用,将两侧安装的O形橡胶密封圈和不锈钢密封圈插入带有槽环的法兰中进行密封。密封环的内孔的内径与管道的内径相同,然后用螺栓将法兰孔连接。螺栓组件需要对称地拧紧。拧紧对焊法兰时,请注意每个接头的密封并符合要求的规格。
因为对接焊接法兰的容器缸体的公称直径与管道公称直径表示的特定尺寸不同,所以相同公称直径的不锈钢法兰和不锈钢对接法兰的尺寸也不同,并且两者不能互相替代。一般来说,对接焊接法兰通常通过以下几种方式进行处理:
1.,将坯料锻制成方坯,然后冷形成弧形截面,进行退火和无应力热处理,然后将整个圆加工成垂直车身上的设计形状和尺寸。
2.后,将其运输到施工现场,然后将多个电弧组焊接成一个完整的异形对接法兰,然后将其与压力容器焊接。
3.对焊接法兰的使用和生产有不同的生产标准。根据相应的标准,可以异型不锈钢对焊法兰的应用价值和功能。
一、对焊法兰的生产工艺流程
1、离心浇铸
将原材料放入熔炉中进行熔化,并使温度达到1600摄氏度以上,为防止将钢水注入模具后立马凝固,因此要同时将模具进行加热,并保持到800摄氏度以上的温度;启动离心机,并将钢水注入到预热后的模具当中,待模具自然冷却到800摄氏度左右时,停留10分钟左右,后用冷水浇注,使材料温度接近室温后,取出铸件,这样浇铸法兰就制好了。
2、自由锻
要对原材料的横截面进行纵向的锻打,来增大横截面;接着再对原材料进行拔长操作,来根据实际需要增加材料的长度;然后在垂直于横截面的地方进行冲孔,制造出中通或者实心的法兰;再根据实际应用的需要,对材料进行一定角度的弯曲操作,以便根据需要来连接不同方向的两个管件;后根据实际需要长度对材料进行切割。
模锻
模锻顾名思义,就是用特质的模具来制造法兰,这种方法制造,产品的质量好,当然价格也比自由锻法兰更贵一些。模锻要将加工原材料注入模具当中,进行持续加热,使材料与模具充分贴合后进行冷却,后将法兰取出,进行冲孔、切边、抛光等操作,这样一个模锻法兰就制好了。