





产品别名 |
304L精密管,022Cr19Ni10不锈钢管,不锈钢精密管,304L钢管翻边不裂 |
面向地区 |
全国 |
厂家 |
太钢不锈 |
壁厚 |
1.2 mm |
密度 |
7.91 |
颜色 |
银色 |
拉伸强度 |
560 Mpa |
长度 |
6 m |
形状 |
圆管 |
材质 |
304L精密管 |
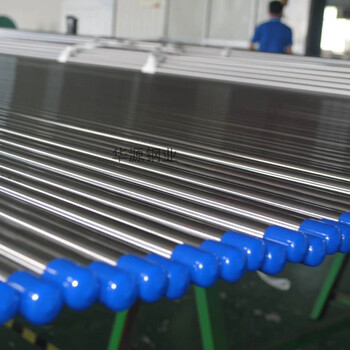
304L精密管 翻边不裂 022Cr19Ni10不锈钢精密管 软态交货



精密光亮管是一种通过精拔或冷轧处理后的一种高精密的钢管材料。由于精密光亮管内外壁无氧化层、承受高压无泄漏、、高光洁度、冷弯不变形、扩口、压扁无裂缝等有点,所以主要用来生产气动或液压 元件的产品,如气缸或油缸,可以是无缝管。精密光亮管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr。
拥有精轧机(LD-60型三辊、LD-40型三辊、LD-30型三辊、LD-15双线三辊、LD-30二辊)、真空回火炉、酸洗、绞直机等配套设备。不锈钢材质有304、321、316、316L、304L,规格φ4-120MM,壁厚0.3-6MM,内外抛光、粗糙度(镜面)可达到Ra0.02。并承接不锈钢精密管加工业务。不锈钢镜面管的抛光工艺。
一、打磨
打磨部分概括来说有 三个工序:粗磨,半精磨,精磨 三个面:两个侧面一个棱边 九个抛光机 二十七个调节机构, 详细说明如下:
1、 对上道转入抛光工序的工件进行目测检验,如焊缝是否有漏焊,焊穿,焊点深浅不均匀,偏离接缝太远,局部凹陷,对接不齐,是否有较深划痕,碰伤,严重变形等在本工序无法补救的缺陷,如果有上述缺陷应返回上道工序修整。如果无上述缺陷,进入本抛光工序。
2、 粗磨,用600#的砂带在三面上往返磨削工件,本工序要达到的目标是去掉工件焊接留下的焊点,以及在上步工序出现的碰伤,达到焊口圆角初步成型,水平面和垂直面基本无大划痕,无碰伤,经此步工序后工件表面的粗糙度应能达到R0.8mm。注意在抛光过程中注意砂带机的倾斜角度和控制好砂带机对工件的压力。一般来说以与被抛面成一条直线比较适中!
3、 半精磨,用800#的砂带按照前面往返磨削工件的方法中磨工件的三面,主要是对前面工序出现的接缝进行修正以及对粗磨后产生的印痕进行进一步的细磨,对前面工序留下的印痕要反复磨削,达到工件表面无划痕,基本变亮。本工序表面粗糙度应能达到R0.4mm。(注意本工序不要产生新的划痕及碰伤,因为在后面的工序无法修补此类缺陷。)
4、 精磨,用1000#的砂带主要是对前步工序出现的细小纹线的修正磨削,磨削方法与上同。本工序要达到的目标是磨削部分与工件未磨削部分的接缝基本消失,工件表面进一步光亮,通过本工序磨削后的工件要基本接近镜面效果,工件表面粗糙度应能达到R0.1mm
公司生产产品主要包括:气弹簧冷轧精密钢管、汽车减震器用冷轧精密钢管、摩托车减震器用冷轧精密钢管、电机外壳精密钢管 、液压和气动缸筒用精密内径无缝钢管等。
其显著特点是:1、冷轧精密钢管公差尺寸精度高,产品精度控制±0.05mm;光洁度好;内外表面无氧化层,内壁清洁度好。2、冷轧精密钢管的综合性能优良,能承受高压,冷弯、扩口、压扁不开裂,不皱皮,能作各种复杂变形及机械加工处理。3、精密无缝管的推广应用可以节约钢材,提高加工工效,减少加工工序和设备投资,可以节约费用和大大节约机械加工工时,提高生产量和材料利用率,同时有利于提高产品质量,降低成本。管子可内外抛光,
公司始终坚持“以科技求发展,以质量求生存”的企业理念,用的产品赢得客户的信赖。我们面对全国市场的发展提供产品配套和服务,真诚期待与全国客户广泛密切合作,谋求共同发展!