产品别名 |
铝镁锰外墙板-,矮立边铝镁锰,高立边铝镁锰,铝镁锰板 |
面向地区 |
全国 |
铝镁锰板是一种性价比的屋面、外墙材料。铝合金在建筑业中得到广泛的应用,为现代建筑向舒适、轻型、耐久、经济、环保等方向发展发挥了重要的作用。AA3004铝镁锰合金(AlMg1Mn1)由于结构强度适中、耐候、耐渍、易于折弯焊接加工等优点,被普遍认可作为建筑设计使用寿命50年以上的屋面、外墙材料;因应海洋性气候建筑设计,可选用耐腐蚀性能更强的5052船舶级铝合金材料。
铝镁锰板的特点:
1.重量轻;铝的密度为2.73g/m3,只有钢的1/3。
2.强度高;通过成份配置、加工和热处理方法可以达到很高的强度。
3.耐腐蚀;具有自我防锈能力,形成的氧化层,可防止金属氧化锈蚀,耐酸碱性好。
4.安装方便;铝金属可以铆接、焊接、胶粘等多种方式连接。
5.环保,可循环回收利用。
铝镁锰板的种类:
A、原色锤纹Stucco(无规则压纹)、Emboss(规则压纹)。
锤纹的主要目的:
1、增加铝镁锰板刚度;
2、防止光污染;
3、更加均匀的氧化。
B、烤漆涂层(PVDF、PVF2、PE);
屋面及外墙用铝镁锰合金一般采用预滚涂(CoilCoated)工艺,具有色差控制好、漆膜均匀、质量稳定性高、环保等优点。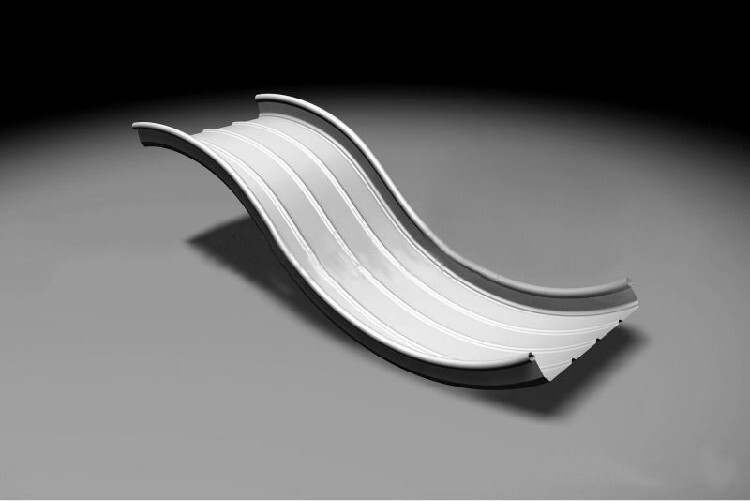
合铝镁锰板可用一样平常机具进行裁切、钻孔、修边、弯折。数量多时可进行工人半制品加工制作百度排名优化,流水作业。
复合铝镁锰板可用一样平常机具进行裁切、钻孔、修边、弯折。数量多时可进行工人半制品加工制作百度排名优化,流水作业。复合铝镁锰板的制作与其支持固定体例有关。
通常沿周围距边缘肯定宽度沟槽、切角,再折成盆形板,然后在板后加铝方管增强。周围通过铝角码(铝角铁)与框架连接固定。这种安装方法较牢固、结果好,且在板与增强铝方管间加胶粘结,此种方法已被广泛采用。沟槽的槽型通常有半圆型、90°U型、135°U型等几种型式。 U型槽可获得小弯曲半径。在弯曲时,板材将被拉长,因此原始板材加工长度要比制品的计算长度短一些。这个拉长的长度转变,与铝的辊轧方向的横向或平行向有关,应适当考虑弯曲条件进行试验。 对于弧形板,因为复合铝镁锰板有的加工性能,可在压力制动机或带三滚子的辊轧机上直接弯曲。板料在辊轧开始和末尾时,留出75~l00mm的直线部分以备切除,这是辊轧工艺要求。作为板后增强的铝方管也可直接弯曲这个过程重要是通过对平板经过裁剪、折边、弯弧、焊接、打磨等工序,把铝镁锰板加工成施工所需的外形和尺寸。
铝镁锰合金屋面板固定支座 系列:YX65-300 400 420 430 500 600系列。铝镁锰板支座(支架)型号: H65mm H75mm H80mm H100mm H115mm H135mm H155mm H165mm H169mm H180mm195mm 200mm 铝合金材质(6063T5 /6061 T6)配有隔热垫。 年产生销售8000万套(支持定做加高)铝镁锰直立锁边系统附件:Z字型压板支撑U字型山墙扣槽、7字型山墙扣槽、丁字型山墙扣槽、屋脊密封件、檐口密封件、滴水片、屋脊附件、收边附件 65直立锁边镀铝锌屋面板固定钢支座支架。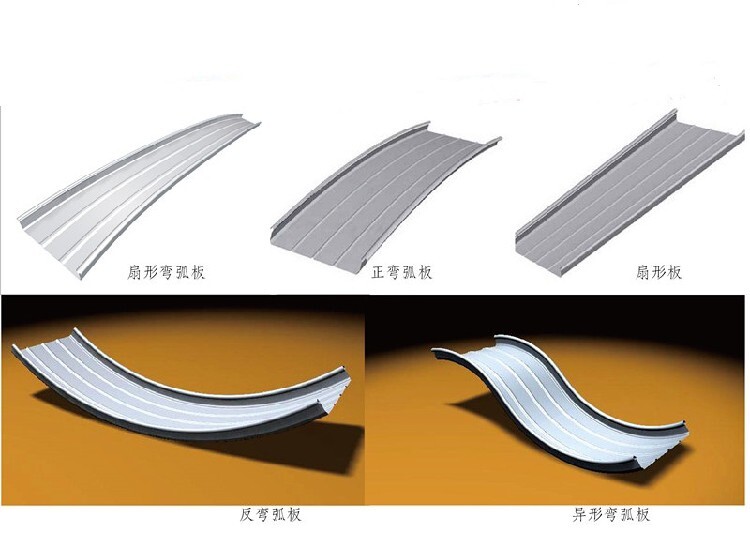
铝镁锰板支架因为型材薄而轻,所以基本全部可以利用手工搭建完成。优势:清洁环保、不产生有害物质。震和风雨、特性强。薄壁轻钢结构是以型钢骨架取代传统木造房屋的木骨架的建筑工法,使用的材料是钢材,各部材之间用螺钉和钉子连接,不使用任何焊接及粘合剂。在一个铝镁锰屋面系统中影响面板抗风性能的主要有山墙,屋脊和t型支座,根据多年的安装经验我们发现,一个屋面系统抗风性能的降低是从屋脊节点和山墙节点等局部位置开始,再向整个合金屋面系统蔓延,从而损害整个铝镁锰屋面系统。
铝镁锰板相关施工技术和注意事项。
一、施工现场清扫
在屋顶和泛水板的安装工作中,自攻螺钉、钻头、手锯或其他操作等要在屋顶上或邻近地区留下金属屑,碎屑和其他垃圾要尽快从屋顶、泛水板、天沟等处清除。每天都应该完成这项工作,特别是完成整个铝镁锰板屋顶的安装后,如果忽略这项工作,就会使金属屑氧化,在镁锰板面形成污垢,导致铝板腐蚀,施工中避免与它们接触。
二、防水问题
泄漏是铝镁锰板屋面板的通病,由于本现场内物品的防水要求高,对于容易溺水的部位,施工时将放在特定的部位进行事前控制。
水平接缝的铝镁锰板屋顶宽,搭接缝之处满封丁基密封胶,太长则很难运输,因此屋顶设有水平搭板,搭板位置在c型条上,用自攻固定,且间隔在300以下。
内天沟处排水管材由PVC改为不易损坏的钢管,排水口和排水管接头处应充满焊接,天沟排水坡度在0.8%以上的坡度方向应指排水口处。天沟支座应均匀布置,不得出现明显挠曲、引起积水。焊接部位严密不漏水,涂抹双底双面防锈涂料,碰到天沟边缘的铝镁锰板要稍微向下弯,防止雨水顺着铝镁锰屋的玻璃终端排出,在毛细和风力的作用下逆流。
铝镁锰板生产工艺应注意的问题。
一、放样
放样是铝镁锰板现场施工制作的初步工序,放样尺寸可以避免今后各工序的累积误差,工程整体的质量。对于放样工作,需要注意几个问题:放样前要熟悉图纸,检查图纸中各零件的尺寸是否有不一致的地方,检查土建和其他安装工程有无矛盾,检查有无错误,然后,为了以安装1:1的比率描绘零件相互的尺寸和实际的图形,产品的质量,防止因材料不完备而产生的废品,模板应该注意释放事前放置,增加产量。
二、模板连接
在连接铝镁锰板模板时,请考虑切割和焊接的余量。切缝通常为2-3,焊接收缩长度为5-35。面板拼接焊接应图纸质量要求完成。焊接前请去除切断时残留的锈油、污垢等,根据需要严格进行坡口加工。如单槽55左右,纯边高1~2,采取保障焊接质量的措施。
三、数控机床切割
铝镁锰板角模板是按照铝镁锰板底材图的要求制作的。只有在检查没有间隙之后才能使用。考虑到切断和焊接的连接量和组装误差,长度应为20-30,切断宽度误差应为1。编程完成后,切割机应空转,检查并记录运行轨迹是否与材料尺寸一致。如无误,切割机可根据板厚的时刻调整火焰尺寸、氧气压力和切割速度,切口的光泽度。