关键词 |
宜宾焊管,焊管,宜宾焊管,焊管材料 |
面向地区 |
全国 |
焊管工艺流程:
原材料开卷—平整—端部剪切及焊接—活套—成形—焊接—内外焊珠去除—预校正—感应热处理—定径及校直—涡流检测—切断—水压检查—酸洗—终检查(严格把关)—包装—出货。
生产流程:
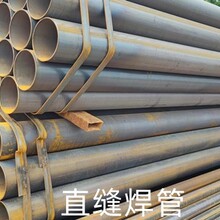
1、直缝焊管生产工艺简单,生产,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低;
2、直径大或较厚的焊管,一般用钢坯料直接做成,而小焊管薄壁焊管只需要通过钢带直接焊接可以了。然后经过简单抛光,拉丝可以了;
3、补充:焊管是用带钢焊接的,所以在原来它的地位没无缝管高。
20世纪30年代以来,随着带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提升,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。按生产方法分类:工艺分类-电弧焊管,电阻焊管,(高频,低频)气焊管,炉焊管。
不锈钢管在生产过程中,管体会受到均匀挤压,再经过在线光亮固溶退火,表面变得非常光滑,而光滑的表面是不容易结垢的,具有防结垢的功能。这既有利于散热又不需要经常性的清洗,省事省力省钱。其次,焊管时板材的深加工产品,其壁厚均匀的优势是比较好的,同时还可以任意定尺,度高。再次,不锈钢材质具有耐腐蚀的特点,在使用寿命上较长。
焊管又分为一般焊管、镀锌焊管、吹氧焊管、电线套管、公制焊管、托辊管、深井泵管、汽车用管、变压器管、电焊薄壁管、电焊异型管、脚手架管和螺旋焊管。
不锈钢焊管经常被用于换热装置中,因为其特的材料性能,所以将其作为换热焊管。不锈钢焊管采用的是不锈钢材料,通过各种不同的焊接方式将其制造成管状。