关键词 |
环保钢套管,钢套管型号,宜宾钢套管,销售钢套管 |
面向地区 |
全国 |
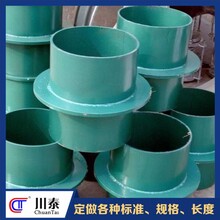
刚性防水套管的包装;
对包装的要求关于小管件,如出口,就需求做木箱,大约1立方米,规则这种箱子中的大口径补偿器数量大约不能一吨,该规范答应套装,即大套小,但总重量一般不行1吨。刚性防水套管都要经过外表处理,把表里外表的氧化铁皮经过喷丸处理喷掉,再涂上防腐漆。
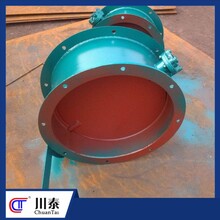
炼钢防爆密闭钢套管的主要材料是钢铁,因此,炼钢是制造过程的步。钢铁原料可以通过冶炼得到,也可以通过进口获得。炼钢过程一般包括原料准备、冶炼和成品出炉三个步骤。冷轧冷轧是继续加工钢材的过程,也是制造防爆密闭钢套管的主要步骤。冷轧钢材的过程一般包括钢材检验、拉伸、切割和焊接等工序。热处理热处理是对钢材进行加工的过程,主要目的是改善钢材的性能。热处理过程一般包括钢材加热、保温和冷却三个步骤。检验检验是对钢材进行检查的过程,主要目的是确保钢材的质量。检验过程一般包括钢材尺寸检验、表面质量检验和性能检验三个步骤。
钢性防水套管的安装注意事项:
1、在加工制造套管前仔细熟悉图纸并剖析怎么制造装置预埋套管。
2、给排水套管在制造时应注意,装置后应管口与墙、梁、柱完成面相平。
3、钢套管须与止水翼环周边满焊。
4、管道斜度应均匀,不得有倒坡,屋面出口处管道斜度应适当增大。
5、查看一切管件有无裂缝、有无砂眼、管壁是不是厚薄均匀。
6、管道在运用前应观察外观、灌水和外壁冲水逐根查看有无裂缝、有无砂眼。
7、查看一切承插口是不是到位、结实、密实。
8、管道装置应按施工验收规范设置支吊架。
9、依据修建平面图,结构管面图以及修建立面图,来断定套管的长度。再依据给排水平面图和大样图,并参照规范图集来制造。
10、在制造防水套管时,翼环和套管厚度应契合规范要求,防水套管的翼环两头应双面满焊,且焊缝丰满、平坦、润滑、无夹渣、无气泡、无裂纹等表象。
11、焊好后,焊渣整理洁净,再刷两遍以上的防锈漆。在装置时,套管两头使用钢筋三方以上夹紧。