产品别名 |
锻制不锈钢弯头,锻制不锈钢管件厂家,承插焊弯头三通厂家,锻制高压弯头三通厂家 |
面向地区 |
全国 |
壁厚 |
23 mm |
密度 |
7.63 |
颜色 |
单色 |
拉伸强度 |
563 Mpa |
长度 |
30cm |
类型 |
管道管件 |
产地 |
江苏 |
材质 |
碳钢 |
用途 |
化工管道 |
伸长率 |
≤250HB |
抗拉强度 |
≥255 |
执行标准 |
国标 |
屈服强度 |
≥205 |
类别 |
管道管件 |
执行质量标准 |
国标 |
江苏曼达管业有限公司 锻制不锈钢弯头 锻制不锈钢管件厂家 承插焊弯头三通厂家
江苏曼达管业公司产品广泛应用于:石油、化工、冶金、船舶、造纸、电力、航天、、水处理、化纤、城建以及机械设备等行业。
不锈钢承插弯头的生产工艺流程:锻造工艺过程一般由以下工序组成,即选取钢坯下料、加热、成形、锻后冷却。锻造的工艺方法有自由锻、模锻和胎膜锻。生产时,按锻件质量的大小,生产批量的多少选择不同的锻造方法。自由锻生产率低,加工余量大,但工具简单,通用性大,故被广泛用于锻造形状较简单的单件、小批生产的锻件。自由锻设备有空气锤、蒸汽-空气锤和水压机等,分别适合小、中和大型锻件的生产。模锻生产率高,操作简单,容易实现机械化和自动化。
江苏曼达管业有限公司 锻制不锈钢弯头 锻制不锈钢管件厂家 承插焊弯头三通厂家
江苏曼达管业有限公司为了提高焊接质量,端部都车成坡口,留一定的角度,带一定的边,这一项要求也比较严,边多厚,角度为多少和偏差范围都有规定。表面质量和机械性能基本和管子是一样的。为了焊接方便,管件与被连接的管子的钢种是相同的。三、就是所有的管件都要经过表面处理,把内外表面的氧化铁皮通过喷处理喷掉,再涂上防腐漆弯头是改变管路方向的管件.弯头在管道系统所使用的全部管件中,所占比例大,约为80%.通常,对不同材料或壁厚的弯头选择不同的成形工艺.目前,制造厂常用的无缝弯头成形工艺有热推、冲压、挤压等.按角度分,有45°及90°180°三种*常用的,另外根据工程需要还包括60°等其他非正常角度弯头.弯头的材料有铸铁、不锈钢、合金钢、可煅铸铁、碳钢、有色金属及塑料等.与管子联结的方式有:直接焊接(*常用的方式)法兰联接、热熔连接、电熔连接、螺纹联接及承插式联接等.1.气体保护焊:在焊接的时候在气体的保护下不锈钢表面的铬和镍不会受到氧化,保留不锈钢原有的特质及耐腐蚀性能。









江苏曼达管业有限公司 锻制不锈钢弯头 锻制不锈钢管件厂家 承插焊弯头三通厂家
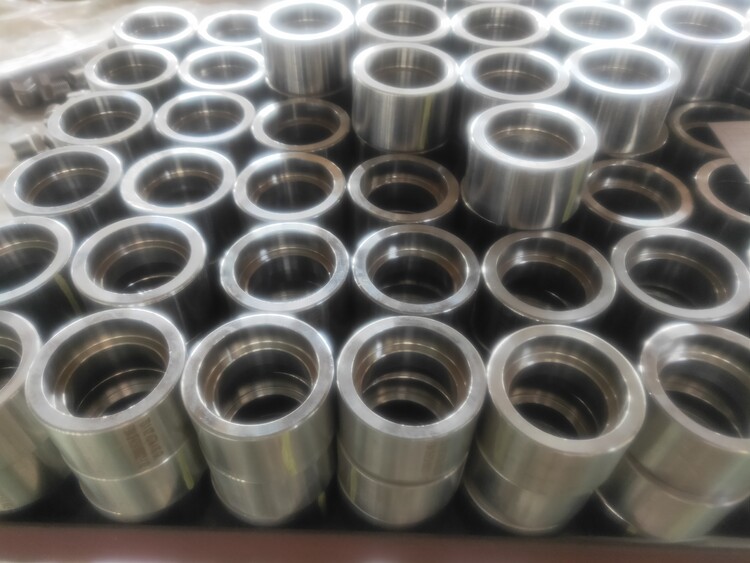
江苏曼达管业有限公司根据管件的不同品种和要求,锻制管件主要采用模锻、自由锻和切削加工成形工艺进行。通用的模锻方法带有较大飞边,耗费材料,为了降低材料消耗,一些管件制造厂开始采用无飞边的成形工艺制造,取得了较好的效果。本节主要介绍模锻、自由锻和切削加工成形制造管件的工艺情况。
① 模锻
对承插焊和螺纹的三通、四通、弯头等小尺寸管件,其外形相对复杂,应采用模锻成形工艺制造。
模锻所使用的坯料应为经过轧制的型材,如棒材、厚壁的管材或板材。当使用钢锭作为原料时,应预先将钢锭轧成棒材或经锻打后再作为模锻的坯料使用,以消除钢锭中的偏析、疏松等缺陷。
坯料经加热后放入模具中锻压(视情况不同,可能要经过初锻后再进行模锻),压力使金属流动而充满模腔;模锻后的毛坯如有飞边的话,还要经过冲去飞边余料的步骤,从而完成全部模锻工作。
② 自由锻
对特殊形状的管件或不宜采用模锻成形的管件可用自由锻工艺制造。自由锻应锻出管件的大致外形;如三通,应锻出支管部位
江苏曼达管业有限公司 锻制不锈钢弯头 锻制不锈钢管件厂家 承插焊弯头三通厂家