关键词 |
销售电力穿线涂塑钢管,郑州电力穿线涂塑钢管,供应电力穿线涂塑钢管,销售电力穿线涂塑钢管 |
面向地区 |
全国 |
产品优点
1.适应埋地和潮湿环境,并可以耐高温和极低的温度。
2.抗干扰能力强,如果涂塑钢管作为电缆套管,可以有效屏蔽外界的信号干扰。
3.承受压力强度好,大压强可达6Mpa。
4.绝缘性能好,作为电线的保护管永远不会发生漏电现象。
5.无毛刺、管壁光滑,适合施工的时候穿电线或电缆。
DN≤50mm的涂覆钢管进行弯曲试验。管段试件长度为(1200±100)mm。
在温度为(20±5)℃的环境下,以钢管公称通径的8倍为曲率半径,弯曲角度为30°,在弯管机或模具上进行弯曲。弯曲试验时管内不带填充物,焊缝位于弯曲主面的侧面。
试验后,从弯曲圆弧的中部将试件剖开,检查内涂层,试验结果应符合5.7的规定。
从涂覆钢管的任意位置切取长约100mm的试样,在温度为(20±5)℃的环境下,按规定进行冲击试验,观察内涂层的损坏情况。试验时,焊缝应在冲击面相反的方向,试验结果应符合5.9的规定。
管段试件长度为(500±50)mm,使用适当的措施堵住管道进出口,从进口逐渐增加负压至660mm汞柱,保持1min,验后检查内涂层,试验结果应符合5.10的规定。
管段试件尺寸长度为(100±10)mm,将试件放置在低温箱中,降温至(-30±2)℃,并恒温1h,然后取出放置在温度为(20±5)℃的环境下(4~7)h。
管段试件尺寸长度约为100mm,管段两端裸露处应进行相应的防腐处理,将管段放置在(70±2)℃的蒸馏水中浸泡30d,试验后取出自然冷却至常温,检查试件内涂层,试验结果应符合5.15的规定。
施工、安装要点
1、应按《建筑给水涂塑复合管管道工程技术规程》CECS125:2001执行。
2、涂塑钢管应选用下列施工机具:
(1)切割应采用金属锯切割;
(2)压槽应采用滚槽机;
(3)弯管应采用弯管机冷弯;
(4)套丝应采用电动套丝机进行管螺纹加工;
(5)涂塑钢管端口去毛刺和加工园角应采用锉刀加工;
(6)涂敷高强度无机溶剂液体环氧树脂涂料应采用小毛刷或小牙刷。
3、涂塑钢管施工程序应符合下列要求:
(1)涂塑钢管不宜埋设于钢筋混凝土结构层中;
(2)涂塑钢管管道安装中禁止进行焊接;
(3)涂塑钢管管道安装宜从大口径逐渐接驳到小口径,管口应及时封堵;
(4)涂塑钢管在运输、装卸及工地施工中,严禁抛摔和剧烈撞击;
(5)涂塑钢管安装时,管径不大于DN50时可用弯管机冷弯,但其弯曲曲率半径不得小于8倍管径,弯曲角度不得大于10°。
应用领域
1.各种形式的循环水系统(民用循环水、工业循环水),性能优良,防腐年限可达50年。
2.消防供水系统。
3.各建筑的给排水输送(特别适用于宾馆、酒店、住宅区的冷、热水系统)。
4.各种化工流体输送(耐酸、碱、盐的腐蚀)。
5.电线电缆的地埋管、过路管。
6.矿山、矿井的通风管、供、排水管 [2] 。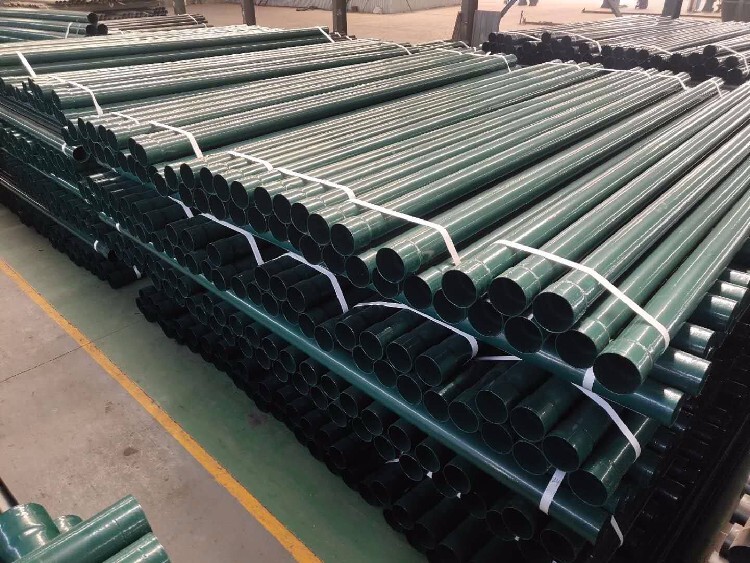
钢带增强钢塑复合管的生产工艺比较复杂。钢带不同于铝带,它几乎没有柔韧性,所以,钢带的成型工艺要求非常高。其次,钢带通常也比铝带较厚,不能采用搭接焊工艺焊接,只能采用精度要求的对接焊工艺。后,即使将钢带加工成完全符合要求的钢管,采用什么样的工艺才能让钢带与PE结合,又成为钢塑复合管制造的又一难题。国家建设部在2003推出了CJ/T183-2003《钢塑复合压力管标准》(2008年再次修订为CJ/T183-2008标准)。
| 主营行业:防腐钢管 |
| 公司主营:防腐钢管,3pe防腐钢管,涂塑钢管,保温钢管 |
| 主营地区:全国 |
| 企业类型:股份有限公司 |
| 公司成立时间:2022-02-24 |
| 经营模式:贸易型 |
| 公司邮编:061000 |
全国电力穿线涂塑钢管热销信息