产品别名 |
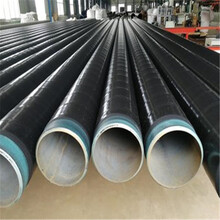
3PE防腐钢管,高密度聚乙烯3PE防腐钢管, 厂家直发品质保障,大口径3pe防腐钢管 |
面向地区 |
全国 |
直缝钢管的高频焊接过程是在高频焊管机组中完成的。高频焊管机组通常由滚压成型、高频焊接、挤压、冷却、定径、飞锯切断等部件组成,机组的前端配有储料活套,机组的后端配有钢管翻转机架;电气部分主要有高频发生器、直流励磁发电机和仪表自动控制装置等组成。现以165高频焊管机组为例,其主要技术参数如下:3.1 焊管成品
圆管外径: φ111~165mm
方管: 50×50~125×125mm
矩形管: 90×50~160×60~180×80mm
成品管壁厚:2~6mm
3.2 成型速度: 20~70米/分钟
3.3 高频感应器:
热功率: 600KW
输出频率: 200~250KHz
电源: 三相380V 50Hz
冷却: 水冷
激励电压: 750~1500V
普通的钢管在使用的环境恶劣情况下,就会出现严重的腐蚀,从而就会减少钢管的使用年限,防腐保温钢管的使用寿命也是比较长的,一般情况下都是可以使用30-50年左右,并且正确的安装和使用也是可以使管网维修费用变低,防腐保温钢管也可以设置报警系统,自动检测管网渗漏故障,准确的知识故障位置并且也会自动的报警。
3PE防腐钢管母材在进行做防腐处理前需要对进入进管平台的钢管检查、记录,对钢管外表面进行抛丸除锈,然后对钢管外表面的清洁度及锚纹深度检查是否符合要求,不符合要求的用手砂轮打磨修合格,在管端缠绕胶带纸,微尘处理,中频加热至要求温度,环 氧 粉 末 喷 涂,胶粘剂挤出机侧缠绕,PE挤出机侧缠绕,对防腐管进行水冷却,对合格产品进行喷标识,下管平台、堆垛待发运。