





关键词 |
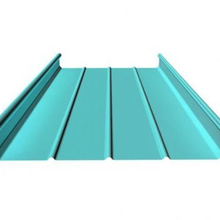
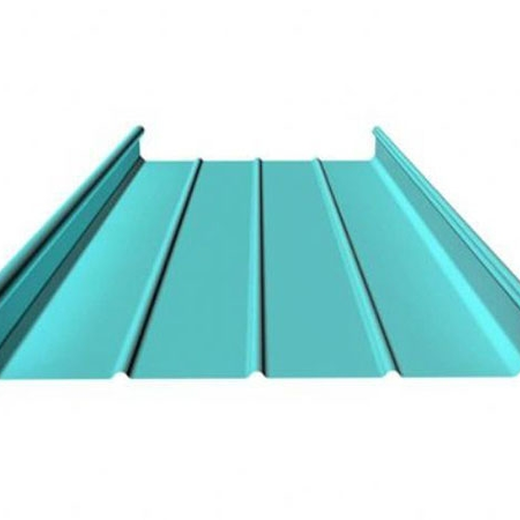
YX65-420铝镁锰板 |
面向地区 |
全国 |
铝镁锰板种类:
A、原色锤纹 Stucco(无规则压纹)、Emboss(规则压纹)
锤纹的主要目的:
1、增加铝镁锰板刚度;
2、防止光污染;
3、更加均匀的氧化;
B、烤漆涂层 (PVDF、PVF2、PE)
屋面及外墙用铝镁锰合金一般采用预滚涂(Coil Coated)工艺,具有色差控制好、漆膜均匀、质量稳定性高、环保等优点。
涂层种类一般选用含氟碳树脂70%以上的PVDF氟碳漆,可以提供包括:RAL、NCS、PANTONE在内的国际色系以供选择,亦可根据客户需要配制任何颜色。
铝镁锰板屋顶系统表面颜色多样化,且可塑性好、易于加工、安装过程也比较方便(可选择铆接、焊接、粘接等多种安装方式)、不易污染、可回收利用。
铝镁锰板生产工艺应注意的问题。
一、放样
放样是铝镁锰板现场施工制作的初步工序,放样尺寸可以避免今后各工序的累积误差,工程整体的质量。对于放样工作,需要注意几个问题:放样前要熟悉图纸,检查图纸中各零件的尺寸是否有不一致的地方,检查土建和其他安装工程有无矛盾,检查有无错误,然后,为了以安装1:1的比率描绘零件相互的尺寸和实际的图形,产品的质量,防止因材料不完备而产生的废品,模板应该注意释放事前放置,增加产量。
二、模板连接
在连接铝镁锰板模板时,请考虑切割和焊接的余量。切缝通常为2-3,焊接收缩长度为5-35。面板拼接焊接应图纸质量要求完成。焊接前请去除切断时残留的锈油、污垢等,根据需要严格进行坡口加工。如单槽55左右,纯边高1~2,采取保障焊接质量的措施。
三、数控机床切割
铝镁锰板角模板是按照铝镁锰板底材图的要求制作的。只有在检查没有间隙之后才能使用。考虑到切断和焊接的连接量和组装误差,长度应为20-30,切断宽度误差应为1。编程完成后,切割机应空转,检查并记录运行轨迹是否与材料尺寸一致。如无误,切割机可根据板厚的时刻调整火焰尺寸、氧气压力和切割速度,切口的光泽度。