





关键词 |
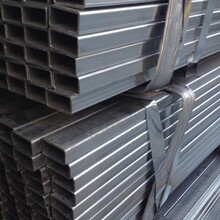
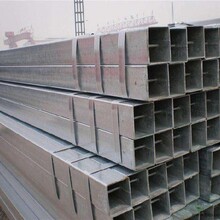
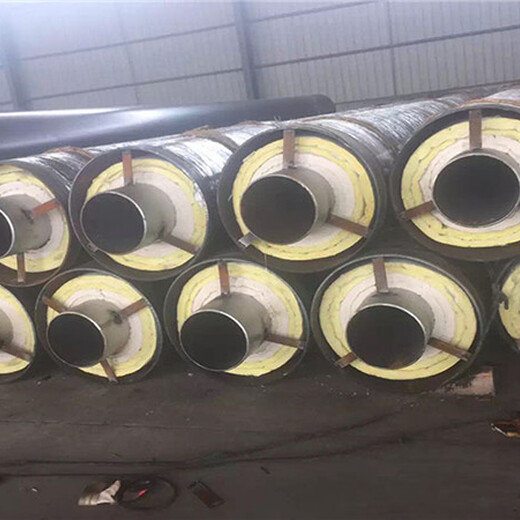
3PE防腐螺旋钢管,螺旋钢管,保温螺旋管 |
面向地区 |
全国 |
必需深化表明,在焊接应力功效下,球形物块的样子更为平稳,不造成焊接应力形变,要以匀称加温和匀称水冷却为前提条件的。当对球形物块开展不匀称水冷却时,在焊接应力功效下,也会造成防腐钢管焊接应力形变。匀称加温好的圆球在水里匀称水冷却时,产生的等温层也呈球形,故不容易造成样子的更改。如将加温好的圆球,方式从两边洒水水冷却,因为立即洒水的位置较其他表层冷得快,故在圆球内部产生的等温层将不可以维持球型。依据防腐钢管焊接应力形变的基本定律,等温层要力图趋向球型,故不匀称水冷却的结果,会使圆球顺洒水水冷却的方位变椭。因为水冷却标准或样子要素的功效,钢件热处理时因此是处在不一样水冷却的状况。剖析和把握在不一样水冷却标准下,造成焊接应力形变的某些特规律性,都是很关键的。
对数据重心的部分性质和定理进行了理论证明,并对实际的预测模型进行了多种指标的统计检验。还给出了基于Matlab的滑动数据重心法的计算方法和程序。从宏观经济环境、投资与积累、技术进步、材料替代等多方面分析了影响我腐钢管消费的因素,建立了分别以GDP、第二产业产值和资本形成总额为解释变量的钢材消费预测的单因素动态经济计量模型,以及以***产业、第二产业和第三产业为解释变量的多因素动态经济计量模型,同时也建立了以终消费、资本形成总额和净出口为解释变量的防腐钢管消费预测多因素模型,以便了解GDP中各个组成部分对钢材消费的拉动程度。在对上述模型进行比较和分析的基础上,运用其中的两个模型建立我国钢材消费预测的组合模型,并对我国2007一2020年的钢材消费总量进行预测。
螺旋钢管焊接方式为埋弧焊;成型工艺,前摆式断续生产;机组速度,0.5--3m/min;焊接速度,0.5--3m/min。机组由开卷机、矫正机、对中装置、液压剪、铣焊机、圆盘剪、铣边机、板面清扫设备、递送机、板边预弯设备、成型机、内焊、外焊、飞边、拨出、倒渣、补焊、平头倒棱、水压检验、成品检验、除油收集组成。螺旋钢管的埋弧焊接全过程如下:螺旋钢管-埋弧焊的原理:埋弧焊是利用电弧热能进行焊接的,与手工焊条电弧焊不同的是:埋弧焊的焊丝是裸露的,上面没有涂料,埋弧焊的确焊剂是预先铺在待焊处的,埋弧焊焊丝伸入焊剂中,电弧是在焊剂下燃烧的。焊丝与工件接触,按下启动按动钮后,焊丝与工件通电的瞬间,焊丝回抽,电弧引燃,焊接小车向前进,焊丝连续下向输送,维持电弧在焊剂层下燃烧,在电弧下方形成焊接熔池。在电弧周围,焊剂熔化形成一个空洞,。这个空洞和熔池不断前进,而熔池后方的金属凝固,形成连续的焊缝。这个过程由于是在焊剂下进行的,因此,我们用肉眼是看不到的。借助于X射线摄影可以看到。