关键词 |
销售热镀锌钢管,卡若区热镀锌钢管,热镀锌钢管报价,芒供应热镀锌钢管 |
面向地区 |
全国 |
公称壁厚:mm2.0、2.5、2.8、3.2、3.5、3.8、4.0、4.5;
系数:c1.064、1.051、1.045、1.040、1.036、1.034、1.032、1.028。
注:钢材力学性能是钢材终使用性能(机械性能)的重要指标,它取决于钢的化学成分和热处理制度。在钢管标准中,根据不同的使用要求,规定了拉伸性能(抗拉强度、屈服强度或屈服点、伸长率)以及硬度、韧性指标,还有用户要求的高、低温性能等。镀锌管钢的牌号:Q215A;Q215B;Q235A;Q235B
试验压力值/Mpa:D10.2-168.3mm为3Mpa;D177.8-323.9mm为5Mpa.
镀锌钢管分为冷镀锌钢管、热镀锌钢管,冷镀锌钢管已被禁用,后者还被国家提倡暂时能使用。六七十年代,国际上发达国家开始开发新型管材,并陆续禁用镀锌管。中国建设部等四部委也发文明确从2000年起禁用镀锌管作为供水管,新建小区的冷水管已经很少使用镀锌管了,有些小区的热水管使用的是镀锌管。热镀锌钢管在消防、电力和高速公路上有广泛的应用。
热镀锌管是使熔融金属与铁基体反应而产生合金层,从而使基体和镀层二者相结合。热镀锌是先将钢管进行酸洗,为了去除钢管表面的氧化铁,酸洗后,通过氯化铵或氯化锌水溶液或氯化铵和氯化锌混合水溶液槽中进行清洗,然后送入热浸镀槽中。热镀锌具有镀层均匀,附着力强,使用寿命长等优点。热镀锌钢管基体与熔融的镀液发生复杂的物理、化学反应,形成耐腐蚀的结构紧密的锌一铁合金层。合金层与纯锌层、钢管基体融为一体,故其耐腐蚀能力强。
技术要求
1、牌号和化学成分
镀锌钢管用钢的牌号和化学成分应符合GB/T3091所规定的黑管用钢的牌号和化学成分。
2、制造方法
黑管的制造方法(炉焊或电焊)由制造厂选择。镀锌采用热浸镀锌法。
3、螺纹及管接头
(a) 带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。螺纹应符合YB 822的规定。
(b)钢制管接头应符合YB 238的规定;可锻铸铁管接头应符合YB 230的规定。
4、力学性能 钢管镀锌前的力学性能应符合GB 3091的规定。
5、镀锌层的均匀性镀锌钢管应作镀锌层均匀性的试验。钢管试样在硫酸铜溶液中连续浸渍5次不得变红(镀铜色)。
6、冷弯曲试验公称口径不大于50mm的镀锌钢管应作冷弯曲试验。弯曲角度为90°,弯曲半径为外径的8倍。试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。试验后,试样上不应有裂缝及锌层剥落同象。
7、水压试验水压试验应在黑管进行,也可用涡流探伤代替水压试验。试验压力或涡流探伤对比试样尺寸应符合GB 3092的规定。钢材力学性能是钢材终使用性能(机械性能)的重要指标,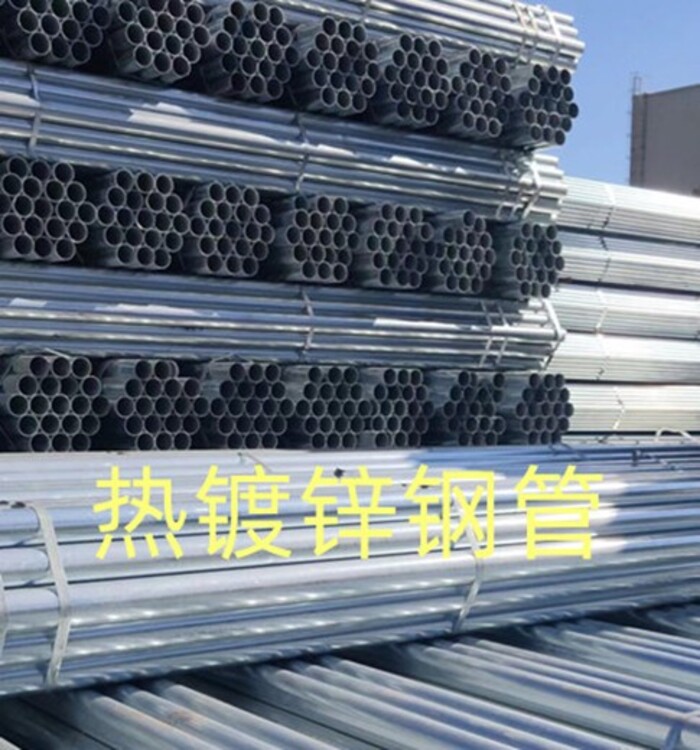
屈服点(σs):具有屈服现象的金属材料,试样在拉伸过程中力不增加(保持恒定)仍能继续伸长时的应力,称屈服点。若力发生下降时,则应区分上、下屈服点。屈服点的单位为N/mm2(MPa)。 上屈服点(σsu):试样发生屈服而力下降前的大应力; 下屈服点(σsl):当不计初始瞬时效应时,屈服阶段中的小应力。 式中:Fs--试样拉伸过程中屈服力(恒定),N(牛顿)So--试样原始横截面积,mm2。
焊接式连接
1、镀锌钢管管口对接后不在一条直线和钢管存在斜口的问题,建议将钢管管头截掉一小段儿后再进行加工。
2、镀锌钢管管口对接后出现两支管口对接不严现象,导致焊口薄厚不均匀;以及钢管由于本身原因或运输磕碰,造成管口椭圆,建议将钢管管头截掉一小段儿后再进行加工。
3、镀锌钢管管口对接后,管口部位出现砂眼:
4、焊接时由于技术原因造成。
5、管口存在锌瘤,造成焊接困难和砂眼问题,对锌瘤过大、过多管进行简单的锌瘤去除处理。