关键词 |
河北工业克拉管,克拉管操作流程,克拉管生产厂家,克拉管型号 |
面向地区 |
全国 |
承插式缠绕管材料介绍:
该产品生产原材料为聚乙烯,科技含量高,是一种新型耐酸、防腐、抗压、、绿色环保管材,属于环保、节能型高新技术产品,使用寿命达50年以上,是水泥管、玻璃钢管等理想的换代产品。
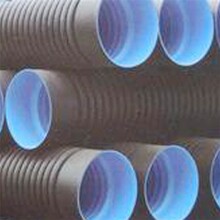
排水管的应用领域:
水利工程:用作水源管、灌溉管
市政工程:用作埋地雨水、排污管
建筑工程:公寓、住宅园地等城市的雨水管、地下排污管、通风管等
通讯工程:用作通讯电缆、光缆保护管
工业应用:广泛用于工业领域排污排水管
农业工程:用于灌溉、农田、果园、茶园及林带排灌(农地整理)
道路工程:用作铁路、公路告诉公路的渗、排水管
矿场工程:用作矿井通风、送风、排水、泥浆罐
体育场馆:用作高尔夫球场、足球场、广场等渗、排水管
码头机场:用作大型港口、码头、机场工程的雨水排污管
环保领域:垃圾填埋场污水收集管、粪尿处理厂
水储系统:用于截留缓慢水流的储水系统
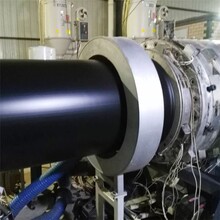
克拉管生产加工制作过程:
1、设备加热:对克拉管制作的钢制辊筒模具进行加热处理。
2、缠绕:热态缠绕成型工艺,熔融状态的HDPE平料带及包覆PP的圆形加强筋同步缠绕在加热到预定温度的钢模上。
3、切削:管材承、插端口按加工到标准尺寸。
4、脱模:管材从模具上脱离。
5、修形:使外观平滑规范。
6、电熔丝预埋:管材承口内壁埋入电熔丝。
7、产品检验:检测产品外观、尺寸,确保合格产品出厂。
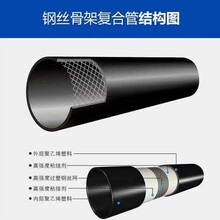
克拉管的发展现状:
克拉管是一种内壁光滑,外壁为螺形状加强肋,由螺旋卷绕工艺制成的异形结构壁管材,属柔性管材。采用高密度聚乙烯为原料,在热熔状态下通过缠绕成型工艺制成,并在热态未脱模前,通过滚动风冷方式冷却, 管道逐步散热,壁厚均匀。HDPE缠绕增强管采用承插式电熔连接,管道两端 在生产时被加工成承口和插口,并在承口端嵌入电熔丝,在管道连接时,只需接入电源即可完成焊接,并且可以使管道系统实现零渗漏。该产品被广泛应用于城市排水、 市政排水、电力、石化、煤矿通风等领域,是钢筋混泥土、铸铁管的理想更新换代产品。目前作为成熟的产品,HDPE缠绕增强管在国外早已得到广泛应用, 在国内也被建设部评为推广产品。
随着我国经济的快速发展,管道工程的投资成为热门,每年各类管道的投资占全国基建总投资额的近1/3,是国家基本建设的重要组成部分,也是城市和工业生产的命脉。
克拉管的市场空间:
虽然具有广泛的用途,但本研究认为,主要应用于市政、工矿、码头排水(包括雨水,污水),沿海城市深海排污,大型引水,输油输气。众所周知,无论工业、农业、城市基础设施建设均离不开管道工程,国内每年敷设的各种输水输气管道都以万公里计算,随着工业发展和城市建设规模扩大,对管材品种、规格的多样化和质量的要求总是呈上升趋势。按城市下水道的普及覆盖率为65%,城市燃气化率达到50%,每年仅城乡住宅和城市基础设施的建设就需要各类管材总合就超过100万公里,排水管的使用量占3成以上,并且近十年塑料排水管道已经成为城市、工厂、码头、电厂等基础设施建设的首要选择,并且口径上也是向大口径发展,DN1500~DN3000的大口径塑料排水管在沿海城市需求逐年增大。
随着我国经济的快速发展以及新的更严格的环保要求,新的市政工程量和老城区改造等市政建设工程量越来越大,对管道的需求旺盛,克拉管的应用前景广阔。
下管前检查管材是否损伤,特别承口与插口端,如有及时更换。 按规定削角(TS管:30-45°,活套管:20°)。不能把管材、件抛入沟中,应轻搬下放。
施工过程中应特别注意管沟两侧挖出之土方,防止挖出之石块坠落入管沟冲击管材,另施工完一段后应即刻回填,回填土质应为良质土,不得有坚硬物与管材接触,管材两侧及上方填良质土厚度为20~30cm以上。
管线中φ110mm以上的管件(弯头、三通、法兰末端)及分歧连接处做混凝土巩固,以管线日后正常使用。
管线安装完成待胶粘部位完全干固后(约48小时、低于10°时建议延长到60-96小时,进口胶可以8小时)再进行试水,试水管线长度以500m一段为宜,应特别注意待气温升高后或天气转暖后试水,严禁低温条件下进行试水作业,管线试压时要管道内水温与当时地温持平,防止因温差原因影响管线试压质量,可充满水2-3天后再进行试压。管材回填土后才能打压试水。
进水口、出水口、高点处要安装排气阀,试压时,灌水前先将排气阀全部打开,然后缓慢注水,待排气阀有水柱均匀流出后,自低至高逐次关闭,当加压至0.2~0.3Mpa时再次进行排气,将残留空气全部排除,然后再升压至规定压力值后稳压1小时观察压力表数值,无降压或降压范围在0.05Mpa以内为合格。
影响克拉管道挤出成型的四大因素:
1、温度
温度是挤出成型得以顺利进行的重要条件之一。
2、压力
在挤出过程中,由于料流的阻力,螺杆槽深度的变化,以及过滤网、过滤板和口模等产生阻碍,因而沿料筒轴线方向,在塑料内部产生一定的压力。这种压力是塑料变为均匀熔体并得到致密塑件的重要条件之一。
3、挤出速率
挤出速率(亦称挤出速度)是单位时间内挤出机口模挤出的塑料质量(单位为kg/h)或长度(单位为m/min)。挤出速度的大小表征着挤出生产能力的高低。
4、牵引速度
挤出成型主要生产连续的塑件,因此设置牵引装置。从机头和口模中挤出的塑件,在牵引力作用下将会发生拉伸取向。拉伸取向程度越高,塑件沿取向方向的拉伸强度也越大,但冷却后长度收缩也大。通常,牵引速度可与挤出速度相当。牵引速度与挤出速度的比值称牵引比,其值大于1。

全国克拉管热销信息