关键词 |
西藏承接焊接弯头,焊接弯头材质,重庆焊接弯头,从事川泰焊接弯头 |
面向地区 |
全国 |
焊接弯头即为“虾米弯”,它可在管道上或钢板上切割下料后焊制而成,其规格可为很大。弯的节数与弯曲半径由制作者自由确定。焊接弯不很圆顺,两者的弯曲半径均不大,一般为管道直径的1倍左右。
焊接弯头的分类方法,按它的曲率半径来分,可分为长半径弯头和短半径弯头。长半径弯头指它的曲率半径等于1.5倍的管子外径,即R=1.5D.短半径弯头指它的曲率半径等于管子外径,即R=D。公式中的D为弯头直径,R为曲率半径。常用的是为1.5D的弯头,如果在合同中没有注明是1D或者1.5D,那么是要优化选用1.5D的。我国常用的执行标准有GB/T12459-2005,GB/13401-2005,GB/T10752-1995.
三通的生产工艺也基本是如此。要根据三通的不同规格进行下料。下料后先要喷砂,要在成形前将表面的氧化铁皮去除。成形则采用液压鼓胀法成形。有模具,模具底部平直,上边有凸缘孔。将管子放入后,管子用液压缸固定,两边充入液体向内凸胀,把管挤成"凸"字形,再把凸起处从适当位置切除,也打成坡口。它要经过两次喷丸处理。由于加工过程中,有加工硬化,所以也需要热处理。管件的生产工艺流程就是这些情况。
热推成形
热推弯头成形工艺是采用弯头推制机、芯模和加热装置,使套在模具上的坯料在推制机的推动下向前运动,在运动中被加热、扩径并弯曲成形的过程。 热推弯头的变形特点是根据金属材料塑性变形前后体积不变的规律确定管坯直径,所采用的管坯直径小于弯头直径,通过芯模控制坯料的变形过程,使内弧处被压缩的金属流动,补偿到因扩径而减薄的其它部位,从而得到壁厚均匀的弯头。
热推弯头成形工艺具有外形美观、壁厚均匀和连续作业,适于大批量生产的特点,因而成为碳钢、合金钢弯头的主要成形方法,并也应用在某些规格的不锈钢弯头的成形中。
成形过程的加热方式有中频或高频感应加热(加热圈可为多圈或单圈)、火焰加热和反射炉加热,采用何种加热方式视成形产品要求和能源情况决定。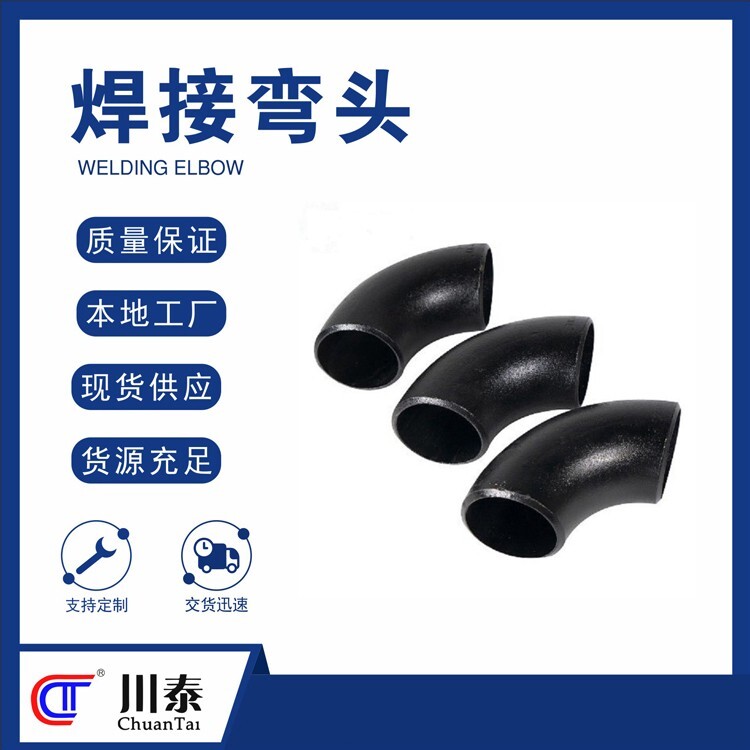
中板焊制
用中板用压力机做成弯头剖面的一半,然后把两个剖面焊接到一起。这样的工艺一般用来作DN700以上的弯头的。
其它成形
除上述三种常用的成形工艺以外,无缝弯头成形还有采用将管坯挤压到外模后,再通过管坯内通球整形的成形工艺。但这种工艺相对复杂、操作麻烦,且成形质量不如前述工艺,故较少采用。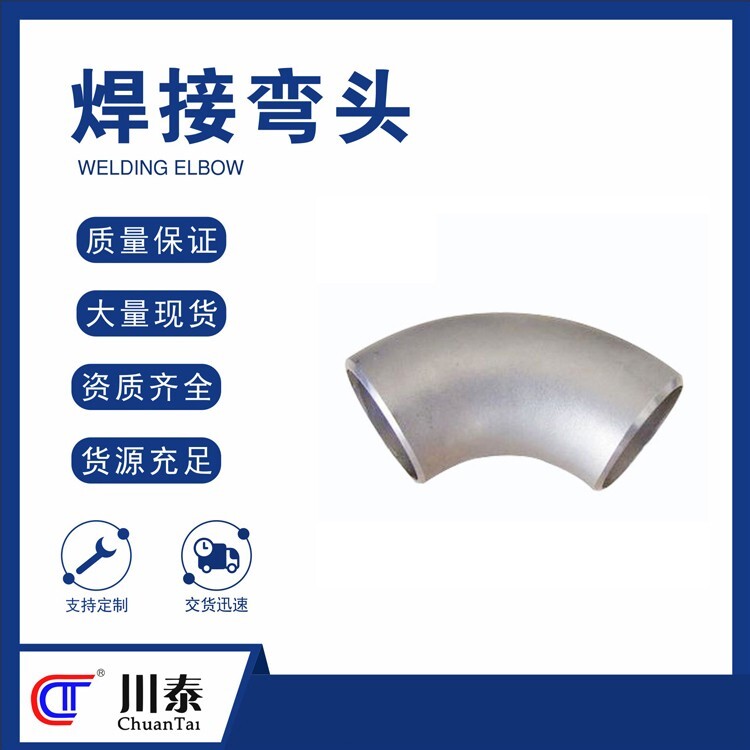
挤压弯头使用的弯头成型机,将管坯放入模具中,上下模合模后,在推杆的推动下,管坯沿内模和外模预留的间隙运动而完成成形过程。采用内外模冷挤压工艺制造的弯头外形美观、壁厚均匀、尺寸偏差小,所以冷挤压生产制造工艺适用于薄壁不锈钢弯头的生产制造,这种工艺所使用的内外模精度要求高;对管坯的壁厚偏差要求也比较苛刻。
对焊弯头生产制造工艺一般大口径弯头使用对焊生产工艺,把钢板在卷成弯头的形状,然后再进行焊接,焊接后然后在给弯头拍片,大口径弯头,一般采用对焊弯头,对焊弯头外观不如其他生产制造工艺漂亮,但是dn800以上的弯头其他工艺就生产制造不了,就要采用对焊弯头生产工艺。
成都市川泰聚好阀门有限公司是一家从事阀门、管道附件为主的大型生产加仓储式服务公司,坐落于金府路长久机电城,2000平厂址位于沙西线。主要生产批发产品有四大系列:刚性柔性防水套管系列、高低压管道阀门系列、钢制/铸铁伸缩器系列、弯头法兰等管道附件,专业配套于给排水,消防,暖通,水厂等工程。 川泰聚好阀门产品品种齐全,质优价廉,是给排水、热力管道,建筑领域的理想产品。我们一直贯彻“及时、周到、全面、高效率”的服务宗旨,秉承“品质缔造客户价值”的经营理念,以卓越的品质、合理的价格。欢迎各界朋友莅临参观、指导和业务洽谈。