





5年
关键词 |
机械刀片用耐磨钢板,耐磨钢板薄利多销,自卸车衬板用耐磨板,火电厂用耐磨板 |
面向地区 |
全国 |
NM400、NM500:8mm-20mm*1000mm-2500mm*1200mm-12000mm
命名:N是耐(nai)M是磨(mo)两个中文汉字的个拼音字母,400则代表这种钢板的平均布氏硬度
NM400是耐磨钢板,具有相当高的机械强度;NM400其机械性能是普通低合金钢板的3倍到5倍;NM400产品表面硬度通常达到360~450HB。用于矿山及各种工程机械用耐磨易损件加工和制造等适用的结构钢板。
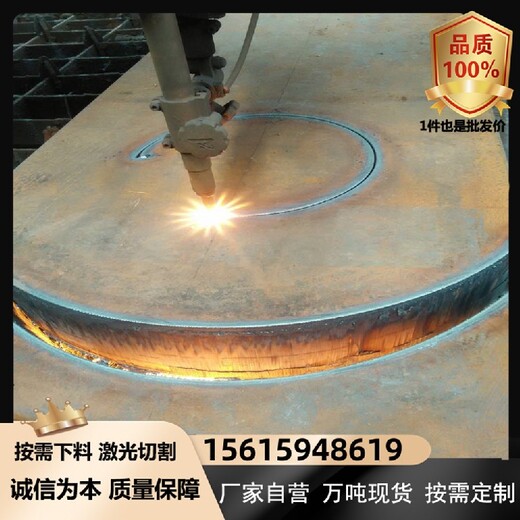
别耐磨钢板的火焰切割方法与普通低碳和低合金钢的切割一样简单,在切割耐磨钢板厚板时,需要注意!!!随着钢板厚度和硬度的增加,切割边部出现裂纹倾向加大。为防止钢板切割裂纹的产生,切割时应遵循以下建议:
切割裂纹:钢板切割裂纹类似于焊接时产生氢致裂纹,如果钢板切边产生裂纹,将会在切厚48小时至几周内才出现。因此,切割裂纹属于延迟性裂纹,钢板厚度和硬度越大,出现切割裂纹就越大。
预热切割:预防钢板切割裂纹有效的方法,就是在切割前进行预热。在进行火焰切割前,钢板通常都要预热,其预热温度高低主要取决于钢板质量等级和板厚,见表2.预热方法可采用火焰烧枪、电子加热垫进行的,也可以使用加热炉加热。为确定钢板预热效果,应在加热点被面测试所需温度。
降低钢板软化的措施钢的抗软化特性主要取决于它的化学成分、微观组织和加工方式。对于热切割的部件,部件越小,整个部件软化的风险就越大。如果钢板温度超过200-250°C,钢板硬度就会降低。切割方法:钢板在切割小型部件时,焊枪和预热所供应的热量将会在工件中聚集。切割不见尺寸越小,切割工件尺寸不得小于200mm,否则工件就将有软化的风险。消除软化风险的好的办法是冷切割,例如水射流切割。若使用热切割,则应选择等离子或激光切割。这是因为火焰切割给工件提供更多的热量,因此提高了工件的温度。水下切割方法:限制和降低软化区范围的有效方法,在切割过程中使用水来冷却钢板及切割表面。因此,钢板即可放在水中切割,也可以向切割面喷水进行切割。使用水下切割方法可选择等离子或火焰切割。水下切割具有以下特征:切割热影响区小;防止整个工件的硬度降低;减少切割工件变形;切割后可以直接对工件进行冷却。
即便NM400具有高硬度和高强度的特性,但仍可进行折弯加工。耐磨钢板在进行折弯加工时,严格控制折弯内径和角度。钢板进行冷弯时钢板的强度越高,需要的弯曲力越大,回弹力和回弹角度越大,因而应采用合适的上模直径和下模开口度。为避免钢板边部因加工硬化造成弯曲开裂,可适当采用打磨机去除毛边。
焊接
手工电弧焊应选用低残留潮气的碱性焊条(必要时,应按焊条生产商的要求进行干燥处理)。同时,注意钢板和构件预热温度避免超过200℃,以免出现硬度降低的现象。
加工
NM400 加工可使用高速钢或陶瓷硬质合金钢钻头,尤其是钴合金高速钻头。
具体应用
装载机械、翻卸式矿车、自卸车、撕碎机刀片、废物处理及回收设备等。
NM500是布氏硬度为460-540HB的高硬度耐磨钢板,多应用于矿山机械、工程机械中。NM500耐磨钢板可以进行焊接、钻孔加工等方式用于需要耐磨的零部件制造中。
耐磨钢板可以进行剪切,但抗拉强度越大,所需的剪切力就越大,不建议对NM400及以上耐磨钢板进行剪切。如要剪切,剪切时应选择坚硬、锋利、并稍带一点圆边的刀刃。剪切过程中刀刃间隙也应随钢板强度的不同而变化,强度越大,刀刃间隙越大,不合理的刀刃间隙会影响切面质量。在实际操作中,具体还要依据生产设备的情况而定。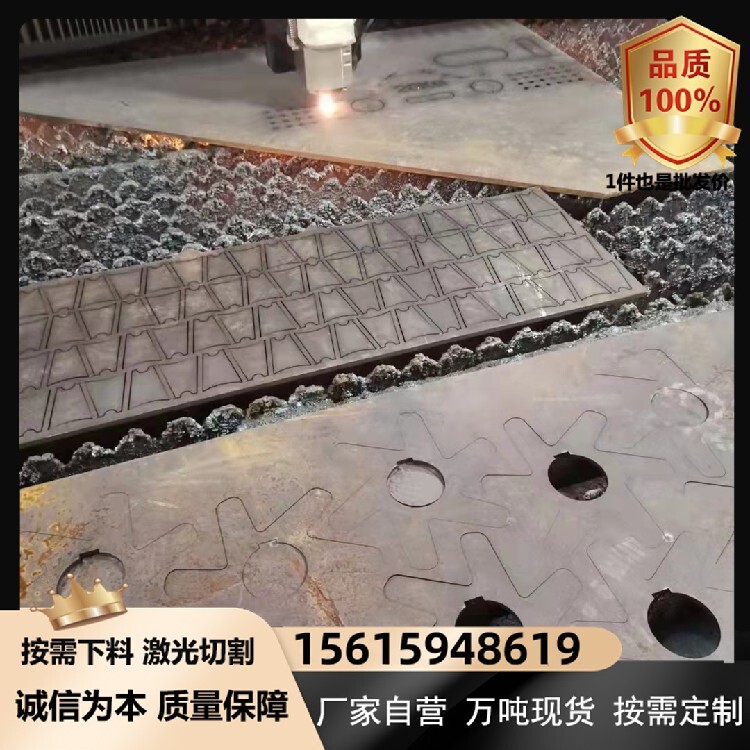
耐磨复合板应用行业:
1、电力工业-风机叶片,燃烧器管线,输料槽和料斗内衬,破碎机部件,磨煤机部件,出灰管,空气处理系统和运输机;
2、 钢铁工业-料斗内衬,格栅,进料器及底座,翻斗车,料斗,管道,泵壳,破碎机部件,出渣槽,各种底盘,振动筛;
3、水泥工业-冲击盘,管道,泵壳,磨机内衬,破碎机零件,出渣槽,各种底盘,振动筛;
4、造纸工业-旋流器内衬,螺旋输送机,输料槽及漏斗,风机叶片,转换导管,过渡弯头;
5、采矿业-卡车货槽衬板,料斗内衬,输料槽内衬,破碎机部件,盖板,耐磨棒和耐磨板;
6、煤处理业-输料槽,料斗,破碎机零件和衬板,输煤管道,弯头,泵体。
耐磨钢板应用范围
耐磨钢板具有很高耐磨性能和较好冲击性能好,能够进行切割、弯曲、焊接等,可采取焊接、塞焊、螺栓连接等方式与其他结构进行连接,在维修现场过程中具有省时、方便等特点,广泛应用于冶金、煤炭、水泥、电力、玻璃、矿山、建材、砖瓦等行业,与其他材料相比,有很高的性价比,已经受到越来越多行业和厂家的青睐。
全国耐磨钢板热销信息