



产品别名 |
镀锌闭口楼承板,闭口压型钢板,镀锌楼承板,镀锌闭口压型钢板 |
面向地区 |
全国 |
汽车工业产品具有、高可靠、高集成的要求,汽车用热镀锌钢板是镀锌钢板中的和。自1975年美国把热镀锌板应用于汽车工业的20多年间,世界各汽车生产大国都在努力开发和研制以防腐蚀为目标,并综合考虑焊接性、涂敷性和成型性的热镀锌板,并取得了一系列的 技术进步,其中包括钢基体的化学成分,钢板表面的轧制质量,热镀锌镀层厚度的均匀性,合金化的佳结构及工艺控制等一系列技术问题。经过20年的研究,上述的技术问题及完成此项技术要求的工艺装备已基本得到解决而开始大量应用于汽车上,这些技术的成功应用可地改善汽车工作状态、延命并节省能源。
美丽的锌花是传统的热镀锌板的典型特征,由此获得用户的青睐,具有一定的商业价值。但是研究表明锌花表面的不平整性,镀层中的铅含量会影响镀层板在后序加工中的加工性能、涂装性能和使用中的耐蚀性,因此自60年代起国外一直在研究无锌花和小锌花的生产技术。通过水雾冷却,Heurfey喷锌粉等工艺,可以增加晶体结晶成核数量和控制晶体生长,达到生产小锌花板的目的。80年代起国外开始研究无铅热浸锌技术,目前欧洲、南美新建镀锌生产线均采用无铅镀锌工艺,无铅镀锌已成为当前热镀锌发展的趋势。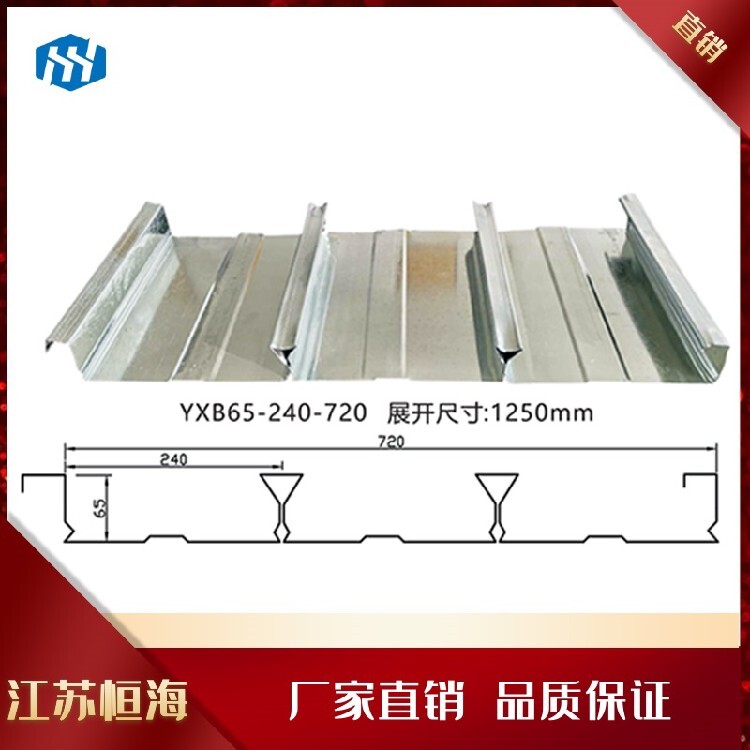
为了获得的表面,90年代国外新建的镀锌生产线大量采用美钢联法,美钢联法采用高密度电解脱酯技术(HCD)可以快速有效地清除表面的油污,同时在还原退火炉中美钢联法用全辐射管替代改良森吉米尔法中的明火加热,因此可以严格的控制温度和气氛,确保火炉的无氧化气氛,从而镀层的优良附着性和表面质量。
传统热镀锌线的工艺布局均是设置一台光整机。现代化生产汽车板的宽带钢热轧镀锌机组,一般在工艺布局中设置两台光整机,次光整是采用一台四辊式光整机把带钢表面轧平,消除表面凸凹不平的外貌;第二次光整是选用一台二辊式光整机给带钢一定的粗糙度。
传统热镀锌作业线均为双活套,布置在工艺段的出口和入口。由于汽车板对板面要求,所以光整汽车板时,有时5~10卷就要更换光整辊,为了实现工艺段不停机换辊,提高作业率,所以有些机组在光整机前增加一个活套,即组成一线三活套的工艺布局,新增活套的储料时间一般为120s。

最新采购