关键词 |
角钢十字柱,十字柱规格型号,天津十字柱,劲形十字柱 |
面向地区 |
全国 |
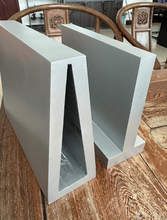
十字柱组立:
1.十字柱组立前设备的选择:A.十字柱的组立可采用人工胎架组立;B.组立的定位焊接可采用气体保护焊机。
2.十字柱的组立。A.确定装配基准线:在H型钢及T型钢(已组立成H型)组焊完毕并校正合格后,在其端头腹板上确立装配基准线,并用记号笔标记、划线,并用工艺隔板进行初步定位,(临时)装配定位工艺隔板,然后,以该装配基准线及工艺隔板为基准转配。B.十字柱的组立应在胎架上完成,并辅以千斤顶对部件间顶紧,各部件间的定位点焊长度40~60mm左右,焊角6mm,间距300~400mm。
3.注意的是在拼成十字前要先将H型和T型钢校正(校直,校平)。
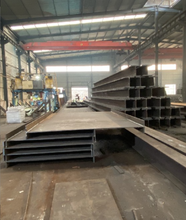
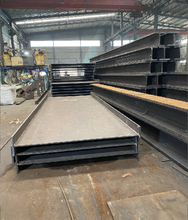
十字柱由于其主材均为厚板,因此在主材的拼板和构件的组装焊接前要注意预热,以防止出现焊接缺陷。构件熔透量大,因此焊接变形较大。翼板宽度较窄,翼板变形校正较为困难。士字型构件组装时H型钢与T型钢的装配精度要求较大。士字型构件组装时H型钢与T型钢的装配精度要求较大。十字柱型构件焊接时整体收缩应力所造成的焊接变形较大,且变形的矫正比较困难。
钢结构建筑具有结构轻巧、稳固,施工工期短、成本低的特点。在我国加快经济建设步伐、鼓励社会与环境协调发展的时期,钢结构建筑必定会得到广阔的发展空间,甚至成为整个建筑体系中的主流。
在钢结构工程施工焊接中,焊工是特殊工种,焊工的操作技能和资格对工程质量起到作用,充分予以重视。本条所指的焊工包括手工操作焊工、机械操作焊工。
焊缝表面不得有裂纹、焊瘤等缺陷。、二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤等缺陷。且焊缝不许有咬边、未焊满、根部收缩等缺陷。
我们始终坚持“诚信为本、创造双赢、追求品质、和谐发展”的企业经营理念,发扬团结协作、注重效率与细节、稳重扎实的工作作风。以的设计、精良的制造技术、化的团队管理为,用心打造诚信的钢结构制造企业。
全国十字柱热销信息
站内来访