产品别名 |
DN3PE防腐钢管,3pe防腐钢管,防腐钢管 |
面向地区 |
全国 |
在德国曼内斯曼研究所,曾经进行了长期的腐蚀实验室实验,以模拟防腐层应用效果。腐蚀实验环境有土壤、水、试验主要检查应力腐蚀开裂问题,其实验防腐是把有缺陷的聚乙烯防腐层钢管置于腐蚀条件和应力条件下,腐蚀环境为含有NaHCO3的沙土环境,温度70℃,管地电位-430~-460mV,无缝防腐钢管(3PE防腐无缝钢管),普通级/加强级3PE螺旋防腐钢管(3PE防腐螺旋钢管),可以说3PE防腐钢管在当前的建设中是的,而相信通过科技的延伸,未来其还是有更加的成绩,的天然气防腐管道。
1)管道内壁防污抗蛀不会被海洋或污水中的甲贝、菌类等微生物站污蛀附。
2)管道内涂层光滑,流体摩擦阻力小于PCCP和球墨铸铁管道。
4)管道外壁的单层聚乙烯粉末热喷涂层,具有很强的耐土壤腐蚀性能,绿色环保。
5)管道的管件规格,能适应各种安装需要。
6)管道可采用电焊、卡箍、法兰等多种连接形式。
7)直连电焊补口及补伤方法简便可靠。
8)天然气埋地防腐管道设计寿命相当可达到50年以上。
钢管按横截面积形状的不同可分为圆管和异型管。由于在周长相等的条件下,圆面积大,用圆形管可以输送更多的流体。此外,圆环截面在承受内部或外部径向压力时,受力较均匀,因此,绝大多数钢管是圆管。但是,圆管也有一定的局限性,如在受面弯曲的条件下,圆管就不如方、矩形管抗弯强度大,一些农机具骨架、钢木家具等就常用方、矩形管。根据不同用途还需有其他截面形状的异型钢管。1.结构用无缝钢管(GB/T8162-1999)是用于一般结构和机械结构的无缝钢管。2.流体输送用无缝钢管(GB/T8163-1999)是用于输送水、油、气等流体的一般无缝钢管。3.低中压锅炉用无缝钢管(GB3087-1999)是用于制造各种结构低中压锅炉过热蒸汽管、沸水管及机车锅炉用过热蒸汽管、大烟管、小烟管和拱砖管用的碳素结构钢热轧和冷拔(轧)无缝钢。 废水的螺旋钢管处理和废气排放等问题,这些机组大部分装备水很低,环保设施不完善,初步统计数据显示,穿孔+冷拔机组占我国无缝钢管机组总数的螺旋钢管比例达60%左右,产量占20%左右,热镀锌机组也占有一定的螺旋钢管比例。谷区3PE防腐钢管
防腐钢管是指经过防腐工艺加工处理,可有效防止或减缓在运输与使用过程中发生化学或电化学反应发生腐蚀现象的钢制管道。根据我国统计数据,每年国内的钢管腐蚀直接经济损失2800多亿。
当前全球每年因钢管腐蚀损失高达5000亿美元。防腐钢管可有效地防止或减缓腐蚀延长钢管的使用寿命,降低钢管运行成本
内壁防腐分类折叠液体环氧涂料IPN8710防腐
一、组成
由脂肪族聚氨酯预聚物与环氧树脂、颜料、助剂、溶剂组成。于食品、饮用水等所接触的设备、输配水管道、饮水舱表面的防腐。
二、性能
该漆为接技型互穿网络聚合物,在常温下引发聚合,两网络能互相取长补短,产生协作效应,涂膜性,高固体、低粘度,是一种强附着、高强度、耐冲磨、耐水解、耐腐蚀和耐水、耐候性非常优良的新型防腐涂料,且对钢结构表面的除锈要求不高,使用温度可在-20~120℃范围内。
三、技术指标:
1、干燥时间:表干30min 实干6-24h
2、柔韧性:1mm
3、耐冲击性:50cm
4、附着力:1级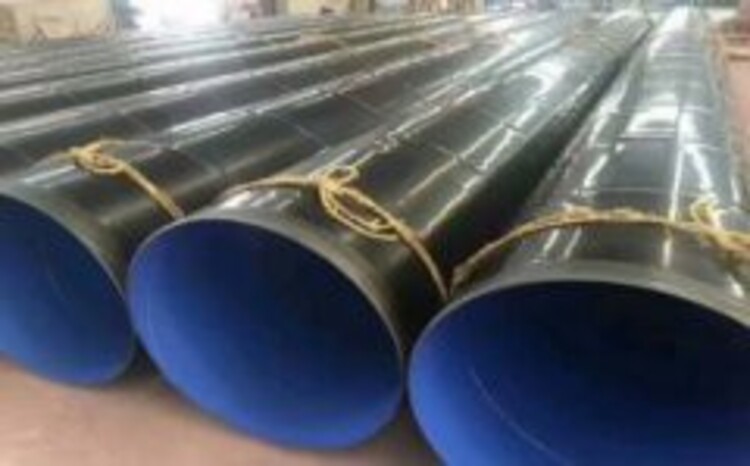
一、3PE防腐
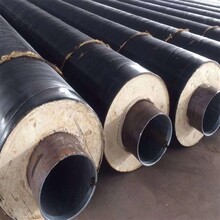
管道三层PE防腐结构:层环氧粉末(FBE>100um),第二层胶粘剂(AD)170~250um,第三层聚乙烯(PE)2.5~3.7mm。三种材料融为一体,并与钢管牢固结合形成优良的防腐层。
管径范围Φ60~Φ1420
二、2PE防腐钢管
管道二层PE防腐结构,层胶粘剂(AD),第二层聚乙烯(PE),二种材料融为一体,各层厚度同三层PE相同
标准:SY/T0413-2002 埋地钢制管道聚乙烯防腐层技术标准
GB/T23257-2009 埋地钢制管道聚乙烯防腐层技术标准
三、单PE防腐钢管
涂塑钢管,又名涂塑管、钢塑复合管、涂塑复合钢管,是以钢管为基体,通过喷、滚、浸、吸工艺在钢管(底管)内表面熔接一层塑料防腐层或在内外表面熔接塑料防腐层的钢塑复合钢管。涂塑钢管具有优良的耐腐蚀性和比较小的摩擦阻力。环氧树脂涂塑钢管适用于给排水、海水、温水、油、气体等介质的输送,聚氯乙烯涂塑钢管适用于排水、海水、油、气体等介质的输送
通用颜色:黑色,灰色,蓝色,红色,白色,绿色;
涂层厚度:PE(改性聚乙烯)涂层厚度为400um—1000um,EP(环氧树脂)喷涂厚度为100um-400um;
涂覆方式:PE(聚乙烯)为热浸塑EP,(环氧树脂)为内外喷涂;
产品规格:DN15—DN1660;
环境温度:-30℃ 至12防腐钢管厂家告诉您防腐钢管分类,为了延长管道的使用寿命,对管材进行防腐施工已成为管材生产过程中的一道工序。在各大厂家的不断研制与生产下,各种防腐类型的螺旋钢管出现在市场中。
市场较为常见的螺旋钢管防腐种类有:3PE防腐、环氧树脂防腐、水泥砂浆防腐以及环氧沥青防腐等。不同防腐类型针对不同用途的钢管。螺旋焊接钢管螺旋焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等外形后再焊接成的、表面有接缝的钢管。螺旋钢管厂按焊接方法不同可分为电弧焊管、高频或低频电阻焊管、气焊管、炉焊管等。按焊缝外形可分为直缝焊管和螺旋焊管。电焊钢管用于石油钻采和机械制造业等。炉焊管可用作水煤气管等,大口径直缝焊管用于高压油气输送等;螺旋焊管用于油气输送、管桩、桥墩等。焊接钢管比无缝钢管本钱低、生产。
IPN8710饮水防腐钢管面漆:由环氧、橡胶树脂改性,防锈颜填料,助剂等组成。耐化学品性能,,抗微生物的侵蚀。用途:IPN8710底漆用于供水管IPN8710面漆用于供水管线内壁的防腐面漆。 这种防腐是针对饮水管道工程的,,性,这就涉及到广大人民群众的身体健康的重大问题,作为我们公司的防腐车间部门,不会在制造过程中牢记工减料,以次充好,以假乱真,时时刻刻想着老百姓的生命安全!0℃;
内壁防腐分类折叠液体环氧涂料IPN8710防腐
一、组成
由脂肪族聚氨酯预聚物与环氧树脂、颜料、助剂、溶剂组成。于食品、饮用水等所接触的设备、输配水管道、饮水舱表面的防腐。
二、性能
该漆为接技型互穿网络聚合物,在常温下引发聚合,两网络能互相取长补短,产生协作效应,涂膜性,高固体、低粘度,是一种强附着、高强度、耐冲磨、耐水解、耐腐蚀和耐水、耐候性非常优良的新型防腐涂料,且对钢结构表面的除锈要求不高,使用温度可在-20~120℃范围内。
三、技术指标:
1、干燥时间:表干30min 实干6-24h
2、柔韧性:1mm
3、耐冲击性:50cm
4、附着力:1级
四、施工及贮存:
(1)涂装前须将基铁表面处理Sa2.5级,施工中严禁带入水份、灰尘、油污以涂刷质量。
(2)涂料配比为:甲组分(基料)、乙组分(固化剂)=9kg漆:1kg固化剂(或按我厂告知的比例配比施工)。
(3)施工配比方法为:将甲组分大口打开,将乙组分加入甲组分内,充分搅拌均匀。熟化30分钟,即可进行涂装。
(4)此材料要求随配随用,配比后的涂料须在六小时之内用完。未配完的材料要密封保存。
(5)阴雨天或相对湿度大于75%时应停止施工。对于腐蚀介质严重的部位,建议多道涂刷。
(6)产品应存放在阴凉干燥处,防止日光直接照射,隔绝火源,远离热源。
(7)贮存期为十二个月,期满后应检验各项技术指标,如达到指标要求,可继续使用。
折叠熔结环氧粉末防腐
熔结环氧粉末又称热固性环氧树脂重防腐粉末,是一种以空气为载体进行输送和分散的固体材料,将其施涂于经预热的钢铁制品表面,熔化、流、固化形成一道均匀的涂层防腐是在高温下形成的重防腐涂层。该涂层具有涂敷操作简便、、涂层抗冲击和抗弯曲性能好、耐温性高等优点。
熔结环氧粉末分类:
1)按使用方法可分为:管道内喷涂用粉、管道外喷涂用粉、管道内外通用粉。管道外喷涂用粉又分为:单层粉、双层粉、三层结构防腐用粉。
2)按用途可分为:石油天然气管道用粉、饮用水管道用粉、消防管道用粉、煤矿抗静电通风管道用粉、化工管道用粉、石油钻杆用粉、管件用粉、船舶管道用粉、高盐水重防腐管道用粉等。
3)按固化条件可分为:快速固化、普通固化两种类型。快速固化粉末的固化条件一般为230℃/0.5~2min,主要用于管道外喷涂或三层防腐结构,由于固化时间短,生产,适合流水线作业;普通固化粉末的固化条件一般为230℃/5min以上,由于固化时间长,涂层流好,适用于管道内喷涂。
熔结环氧粉末的防腐方法:
主要有:静电喷涂法、热喷涂法、抽吸法、流化床法、滚涂法等。管道内涂敷一般采用摩擦静电喷涂法、抽吸法或热喷涂法;这几种喷涂方法都有一个共同特点,即喷涂之前需要将工件预热到某一温度,使粉末一接触即熔化,余热应该能使涂膜继续流动,进一步流覆盖整个钢管表面,是在钢管表面的凹陷处,以及焊缝两侧,熔融的涂料流入填,使涂层与钢管紧密结合,大限度减少孔隙,并在规定时间内固化,后用水冷却终止固化过程。
外壁防腐分类折叠2PE/3PE防腐和单层PE防腐
3PE防腐(三层聚乙烯)工艺是上世纪90年代后期从国外引进的防腐技术,它的全称为熔结环氧/挤塑聚乙烯结构防护层。3PE防腐技术综合了环氧涂层与挤压聚乙烯两种防腐层的优良性能,将环氧涂层的界面特性和耐化学特性与挤压聚烯防腐层的机械保护特性等优点结合起来,从而显着改善了各自的性能。其特点:机械强度高、耐磨损耐腐蚀、耐热、耐冷、可应用于150度介质中,在寒冷地带均适应。因此,3PE防腐层是理想的埋地管线外防护层。据部门检测,用3PE防腐技术的埋地管道寿命可长达50年。
自来水输送3PE防腐直缝钢管价格
在三层结构中,环氧底漆的主要作用是:形成连续的涂膜,与钢管表面直接粘结,具有很好的耐化学腐蚀性和抗阴极剥离性能;与中间层胶粘剂的活性基团反应形成化学粘结,整体防腐层在较高温度下具有良好的粘结性。中间层通常为共聚物粘结剂,其主要成分是聚烯烃,目前广泛采用的是乙烯基共聚物胶粘剂。共聚物胶粘剂的极性部分官能团与环氧底漆的环氧基团可以反应生成氢键或化学键,使中间层与底层形成良好的粘结;而非极性的乙烯部分与面层聚乙烯具有很好的亲合作用,所以中间层与面层也具有很好的粘结性能。聚乙烯面层的主要作用是起机械保护与防腐作用,与传统的二层结构聚乙烯防腐层具有同样的作用。三层结构聚乙烯防腐层综合了环氧涂层和挤压聚乙烯两种防腐层的优良性质,将环氧涂层的界面特性和耐化学特性,与挤压聚乙烯防腐层的机械保护特性等优点结合起来,3PE防腐钢管中的环氧底层的作用是形成连续的涂膜,通过与钢管表面粘结、固化而提供良好的附着力,并具有很好的耐化学品性和抗阴极剥离能力。
无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成,45无缝钢管属钢材中的一种材质,属碳素结构钢,大量的模具生产公司会用到,做模具钢使用。无缝钢管用碳素钢或合金钢制成,有热轧、冷轧(拔)之分。焊接钢管是由卷成管形的钢板以对缝或螺旋缝焊接而成,在制造方法上,又分为低压流体输送用焊接钢管、螺旋缝电焊钢管、直接卷焊钢管、电焊管等。无缝钢管可用于各种液体、气体管道等。焊接管道可用于输水管道、煤气管道、暖气管道等。从口径看,<φ76的,占35%,<φ159-650的,占25%。从品种看,一般用途管190万吨,占54%;石油管76万吨,占5.7%;液压支柱、精密管15万吨,占4.3%;不锈管、轴承管、汽车管共5万吨,占1.4%。
轧制无缝钢管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200℃。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。
a.对小于或等于30mm的损伤,用聚乙烯补伤片进行修补。先除去损伤部位的污物,并将该处的聚乙烯层打毛,然后在损伤处用直径30mm的空心冲头冲缓孔,冲透聚乙烯层,边缘应倒成钝角。在孔内填满与补伤片配套的胶粘剂,然后贴上补伤片,补伤片的大小应其边缘距聚乙烯层的孔洞边缘不小于100mm。贴补时应边加热边用辊子滚压或戴耐热手套用手挤压,排出空气,直至补伤片四周胶粘剂均匀溢出。
b.对大于30mm的损伤,应先除去损伤部位的污物,然后将该处的聚乙烯层打毛,并将损伤处的聚乙烯层修切成圆形,边缘应倒成钝角。在空洞部位填满与补伤片配套的胶粘剂,再按第a条的要求贴补补伤片。后在修补处包覆一条热收缩带,包覆宽度应比损伤片的两边至少各大于50mm。
4.防腐层涂敷
4.1管端缠纸
4.1.1规格:根据留端长度规定及端头处理工艺要求选用强度较高的牛皮纸纸带,其宽度为比留端长度小10mm。
4.1.2 粘接剂:一般选CMC化学浆糊作为粘接剂,把纸带粘贴到钢管两端。
4.1.3 缠纸方法:用板刷在距管端100mm范围内,圆周方向6-8点均匀涂抹粘接剂,将纸带一侧与管端平齐,顺钢管涂敷转动方向紧密粘接,纸带搭接处用少许粘接剂粘牢,搭接长度为80一120mm,要求纸带粘接平整牢固。在纸带宽度之外的钢管表面不允许涂有粘接剂。
4.2涂敷传动线调整
4.2.1传动轮中心距的调整
对F426一F720规格钢管,传动轮中心间距可调整为580-650mm,其它规格应按管运行稳定性调整中心距。
4.2.2 传动轮角度的调整
各级传动线传动轮角度的调整,以涂层搭接线螺距100-120mm范围内进行调整。
4.2.3 运行速度
涂敷传动线分四个电机驱动,在涂敷生产时,四级传动线的涂敷转数要求一致,才能传动平稳。涂敷传动线的运行速度由控制台集中控制,其值应按相关工艺参数确定。
4.3防腐材料预处理
4.3.1环氧粉未一般在-10℃至25℃温度范围贮存。使用时,在常温下放置二小时后,可直接投入使用。
4.3.2 聚乙烯、胶粘剂干燥温度
聚乙烯胶粘剂采用干燥热空气进行干燥处理。热风干燥器的温度按表1设定。
热风干燥器的温度
单位:℃ 表1
聚乙烯热风干燥器 胶粘剂热风干燥器
80-140 60-120
4.4钢管加热
4.4.1中频装置参数应按以下设定:
电源电压: 380V-410V
中频频率: 1000Hz
冷却水压:大于1.5Mpa
4.4.2 温度控制: 钢管加热温度应按粉未固化曲线要求进行控制。一般应控制在180℃一230℃。
加热温度的高低,由调定中频功率来实现,测量温度时以在线测温装置的仪表显示和自动记录为准,也可用手持式测温仪进行监测。中频功率、运行速度、加热温度应每班记录一次。
4.4.3中频感应圈内径与钢管外径间隙不应超过50毫米,否则加热效率下降。
4.5粉未喷涂
4.5.1粉未喷涂是采用静电喷涂法将环氧粉未均匀地涂敷到钢管表面上,粉未设备主要参数控制如下:
静电电压:70一80KV
静电电流:20一45mA
喷粉压力:0.2-0.5Mpa
流化床压力:0.1一0.15Mpa
输粉压力:≥0.4Mpa
空气压力:0.02-0.15Mpa
以上参数每班记录一次。
4.5.2喷粉量的调整
通过增大或减小供粉压力,增加或减少喷枪数量都可以提高或降低喷粉数量。一般情况下采用多喷枪小压力的方式,可使喷粉均匀。
4.6挤塑胶粘剂
4.6.1 胶挤出机各区温度应按表2、表3、表4进行调定后自动控制,每班记录一次。
近期浏览