





关键词 |
嘉兴铲齿散热器,嘉兴铲齿散热器,铲齿散热器大量供应,铲齿散热器指导报价 |
面向地区 |
全国 |
铲齿散热器的生产需要改进铲齿生产工艺,以及的大型铲齿机床和工程师的技术合作。具体生产工艺如下:(1)根据设计尺寸定制合适的型材,然后根据正确的操作方法将型材放在铲齿机床上(2)设置铲齿机床参数,输入待制作的铲齿数据,如齿间距、齿高、齿厚等(3)启动铲齿机床。工程师监控机床,检查半成品,检查是否符合数据要求,并进行异常校准。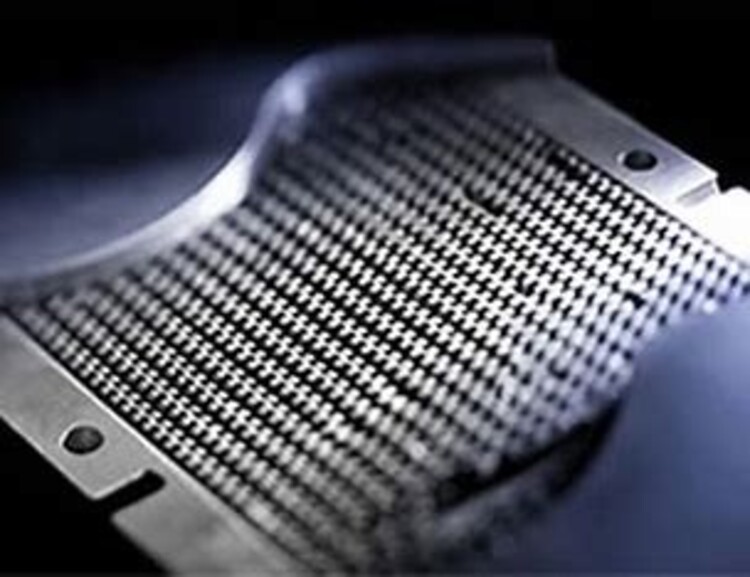
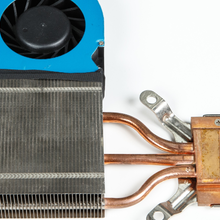
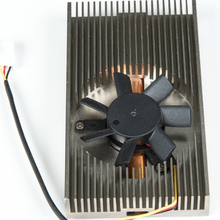
铲齿又称SKIVING技术,简单地说,就是根据需要,通过铲片机将一整块铝或铜切割成标准间距、一定厚度和切割技术的选择,集成成型,与其他加工工艺相比,相同体积的原材料可以切割出更大的散热面积,传热性能更持久,在相同条件下的散热效果是传统齿或胶焊散热器的效率1.5~2倍以上,从而提高散热效率,增加加热元件的使用寿命。自主开发的大功率铲齿工艺已成功应用于500多台设备KW集中式逆变器已经大规模应用多年,光伏行业累计装机容量超过35台GW。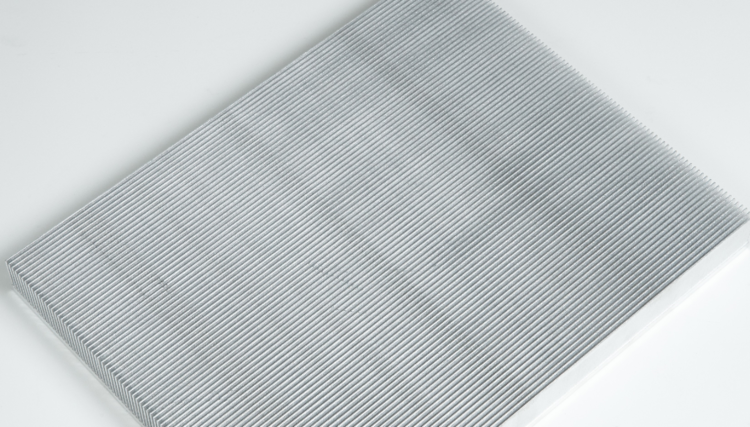
随着大规模应用,铲齿散热器技术更加成熟,工艺覆盖面增加,自动化程度逐渐提高,成本和可靠性优势明显,通信获取,UPS,变频器、控制器、风电变流器、SVG等待国内外客户的认可。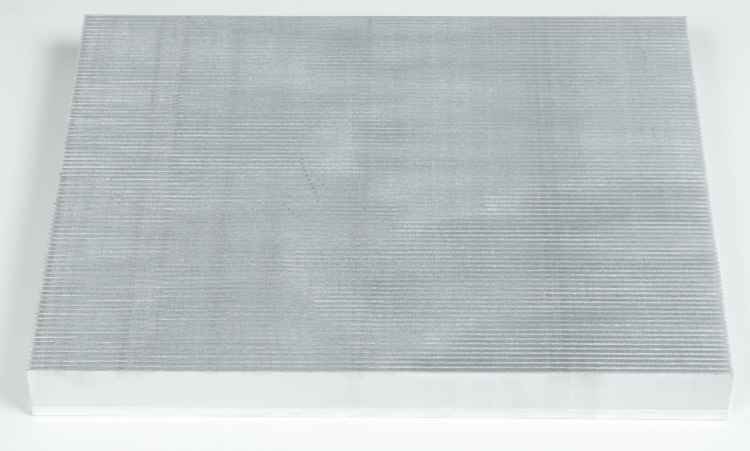
在我们的实际工作中,铲齿散热器的选择主要是从以前项目中常用的铲齿散热器中学习到的,铲齿散热器不同于型材散热器。每个铲齿散热器都需要从零开始加工。选择以前使用过的铲齿散热器不会降低散热器的成本,也不会达到“因人施教”的效果。
当要求铲齿散热器散热较大时,会使用CU作为加工材料,CU传热系数为380W/m.k,传热系数远铝,成本会增加很多。铲齿散热器常用的材料是AL1050,AL1060(传热系数210W/m.k),这两种铝材质柔软,在生产过程中易于加工,在翅片高度较低时也可以使用AL6063(传热系数201W/m.k),AL6063的硬度比较大,所以一般在翅片高度较低的时候使用。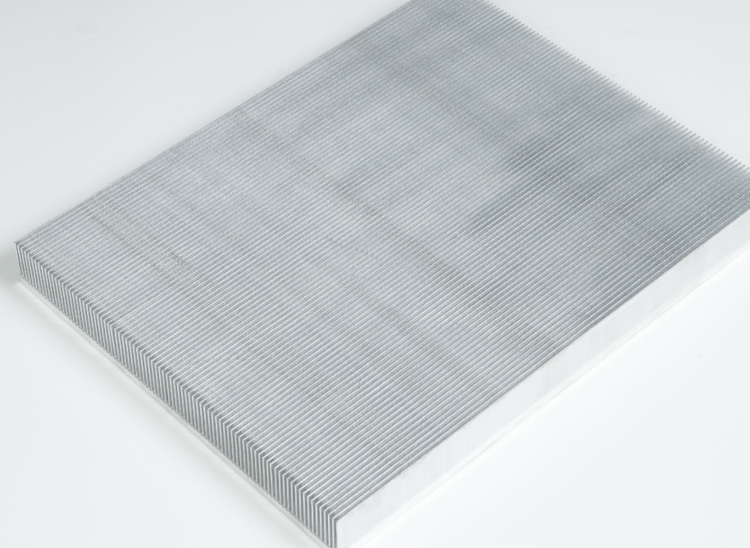
铲齿散热器的制造工艺不同于型材散热器,因此铲齿散热器的使用过程可以为每个项目设计更多的参数,以匹配每个项目的闲置性能。然而,我们在工作中没有做到这一点。我们直接借用以前项目的散热器。然而,仅用10-20分钟就可以简单地改进铲齿散热器的参数,从而优化铲齿散热器的参数,这将大大提高铲齿散热器的性价比,确保安装在铲齿散热器上的设备安全。
| 主营行业:特殊电子元器件 |
| 公司主营:充电桩水冷板,水冷板,医疗设备水冷板,电源水冷板 |
| 主营地区:东莞 |
| 企业类型:有限责任公司 |
| 注册资金:人民币200万 |
| 公司成立时间:2022-08-05 |
| 员工人数:11 - 50 人 |
| 研发部门人数:5 - 10 人 |
| 经营模式:生产型 |
| 经营期限:2022-01-05 至 2033-01-01 |
| 最近年检时间:2023年 |
| 经营范围:一般项目:机械电气设备销售;机械电气设备制造;电子材料研发;电子材料销售;电子材料制造;电子元器件制造;电子元器件批发;货物进出口;技术进出口。(除依法须经批准的项目外,凭营业执照依法自主开展经营活动) |
| 是否提供OEM:是 |
| 质量控制:第三方 |
| 公司邮编:523000 |
| 公司邮箱:sales@toneheatsink.com |
| 公司网站:https://www.toneheatsink.com/ |
————— 认证资质 —————
全国铲齿散热器热销信息