



关键词 |
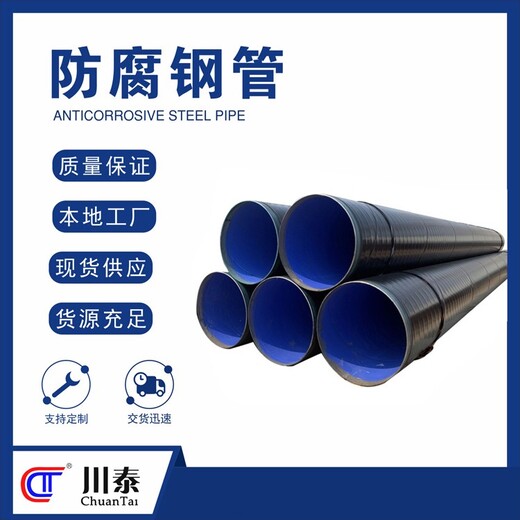
防腐钢管设备,重庆防腐钢管,贵州防火防腐钢管,电子防腐钢管 |
面向地区 |
全国 |
2PE/3PE防腐和单层PE防腐
一、3PE防腐
管道三层PE防腐结构:层环氧粉末(FBE>100um),第二层胶粘剂(AD)170~250um,第三层聚乙烯(PE)2.5~3.7mm。三种材料融为一体,并与钢管牢固结合形成优良的防腐层。
管径范围Φ60~Φ1420
二、2PE防腐钢管
管道二层PE防腐结构,层胶粘剂(AD),第二层聚乙烯(PE),二种材料融为一体,各层厚度同三层PE相同
标准:SY/T0413-2002 埋地钢制管道聚乙烯防腐层技术标准
GB/T23257-2009 埋地钢制管道聚乙烯防腐层技术标准
三、单PE防腐钢管
单层聚乙烯与三层聚乙烯的比较
单层聚乙烯与三层聚乙烯的比较
单层PE防腐钢管是采用淋涂工艺(又称幕帘法),将中频加热后的钢管进行旋转,钢管顶层是装有聚乙烯粉末的容器,通过淋涂撒在钢管外壁表面形成聚乙烯涂层。执行标准CJ/T120-2008给水涂塑复合钢管。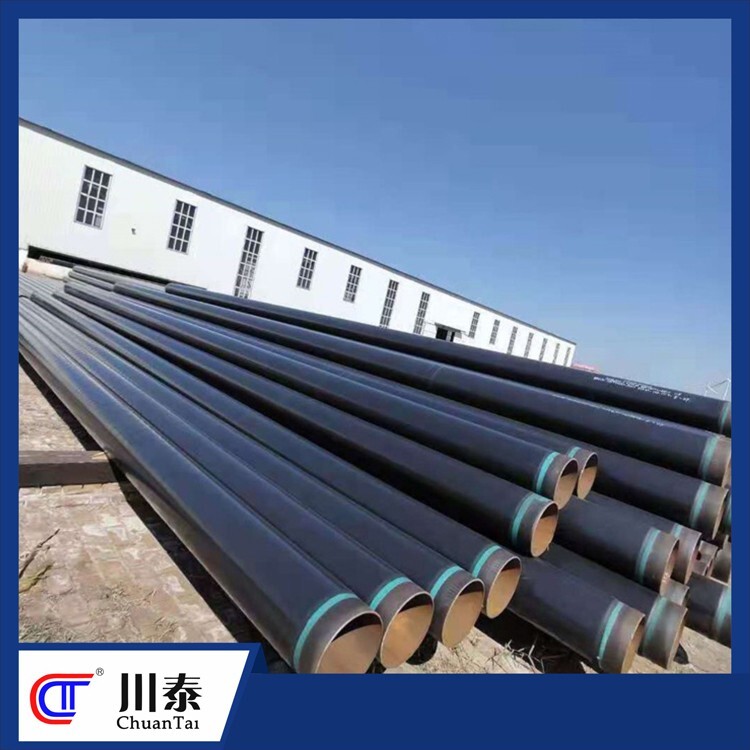
工艺防腐
环氧粉末一直是采用静电喷涂工艺涂敷。由于环氧粉末浸塑工艺受附着力问题困扰,环氧粉末的浸塑始终没能推广。当前来随着三椰环氧粉末浸塑磷化液开发成功,了环氧粉末浸塑工艺的附着力难题,开始出现环氧粉末的浸塑这一新兴工艺。
防腐标准编辑 播报
FBE环氧粉末防腐执行SY/T0315—2005《钢质管道单层熔结环氧粉末外涂层技术规范》
2PE/3PE防腐执行GB/T23257-2009《埋地钢质管道聚乙烯外涂层技术标准》
防腐表层除锈标准:钢管外表面喷砂除锈按GB/T8923-2008要求达Sa2 1/2级,钢管表面的锚纹深度在40-100μm。
优点编辑 播报
钢管通过防腐除了提高了钢管的使用寿命外,具体还表现在以下几个方面:
1、结合钢管的机械强度和塑料的耐蚀性于一体;
2、外壁涂层达2.5mm以上,耐划伤、耐磕碰;
3、内壁摩阻系数小,0.0081-0.091,降低能耗;
4、内壁达到国家卫生标准;
5、内壁光滑不易结垢,具有自清洁功能。
国内现行的大部分管道都是金属管道制品,由于金属管道有其固有的缺陷,就是在埋入地下或者直接裸漏在空气中的情况下就会受环境介质的化学或电化学作用而产生反应,这种反应对管道来讲是有很大危害的,特别是在管道的内部、管口与接头等防护措施比较薄弱的部位,长时间发生这种化学反应就会引起金属管道的腐蚀,严重的时候就会泄露和穿孔,影响到管道的正常输送功能,所以对金属管道的防腐是很有必要的。
在稳定后,我国经济持续复苏,不锈钢管的生产也进入了正轨。随著国家各项刺激消费政策的实施,不锈钢制品管业也得到了大力发展。不锈钢板的防腐蚀性能优势是它迅速发展的原因之一。防腐层与钢管之间的粘结是否牢固,表面处理是决定其防腐蚀寿命的重要因素之一。检验结果表明,不锈钢焊管抗氧化层的使用寿命除了取决于表面处理方式.种类.质量及施工环境等因素外,其表面抗氧化层处理效果约为50%。为此,应严格按照表面处理规范对钢管表面的要求,不断改进其表面处理方法和工艺,以提高其防腐寿命,下面就简单介绍几种基础的防腐处理方法。
清洗
可用溶剂.乳液清洗等化学清洗剂清洁管体表面,达到清除油污.尘埃.及类似有机物质,同时能除去表面的锈蚀和氧化皮等杂质,通常在防腐蚀生产中仅用作表面处理的辅助手段。
2.工具除锈
可借助于钢丝刷等工具对焊管表面进行磨砂,也可除去松动或翘起的氧化皮、铁锈、焊渣等。用手工工具除锈可以达到Sa2级,机械工具除锈可以达到Sa3级,如果不锈钢制品管表面附有牢固的氧化铁,则工具除锈效果不理想,无法达到防腐施工要求的锚纹深度,此时应采用化学处理方法除锈。
3.酸洗
酸洗是不锈钢管常用的表面防腐处理方法。通常采用化学清洗和电解两种方式做酸洗,而不锈钢制品管防腐只能采用化学清洗酸洗.能除去氧化皮.铁锈.涂层,也可作喷砂除锈后再处理。
4.喷(抛)锈处理。
喷丸除锈是通过高功率电机驱动的喷射(抛)叶轮高速旋转,使钢砂.钢丸、铁丝及其它磨料在离心力作用下对不锈钢制品的发滚表面进行喷(抛)射高速旋转,不但可清除铁锈、氧化皮及污垢,还可在研磨物料的猛烈撞击及磨擦中获得所需的均匀性。喷丸处理中,由于不锈钢管表面不含油污及其它污垢,可以加强除锈效果,对钢丸表面也有利.钢丸与锈蚀、氧化铁皮分离,使除锈后的管道表面更干净。