关键词 |
林芝铲齿散热器,铲齿散热器的缺点,林芝铲齿散热器,铲齿散热器厂家 |
面向地区 |
全国 |
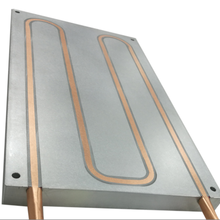
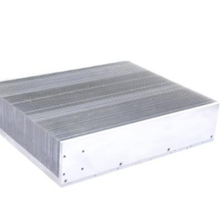
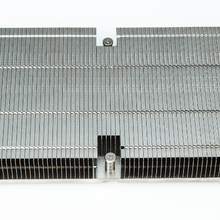
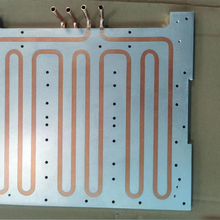
铲齿又称SKIVING技术,简单地说,就是根据需要,通过铲片机将一整块铝或铜切割成标准间距、一定厚度和切割技术的选择,集成成型,与其他加工工艺相比,相同体积的原材料可以切割出更大的散热面积,传热性能更持久,在相同条件下的散热效果是传统齿或胶焊散热器的效率1.5~2倍以上,从而提高散热效率,增加加热元件的使用寿命。自主开发的大功率铲齿工艺已成功应用于500多台设备KW集中式逆变器已经大规模应用多年,光伏行业累计装机容量超过35台GW。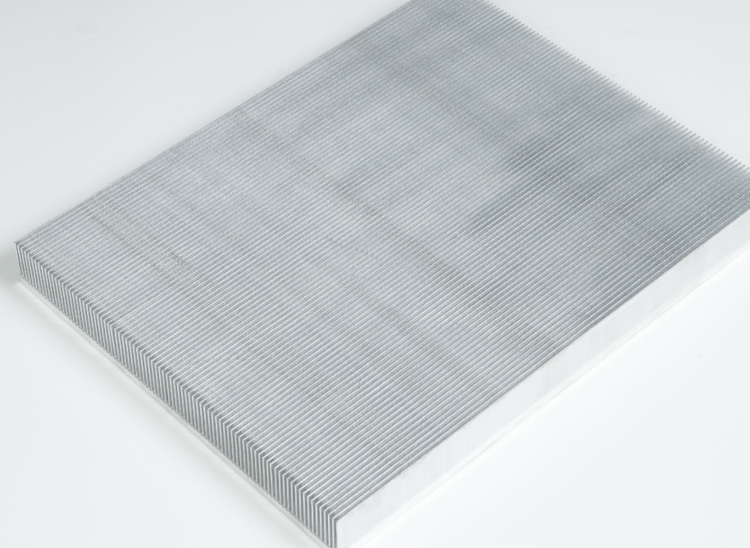
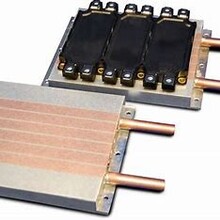
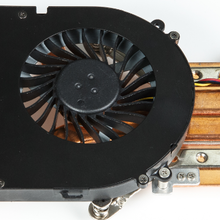
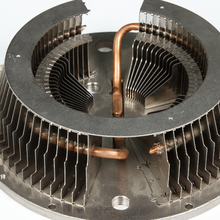
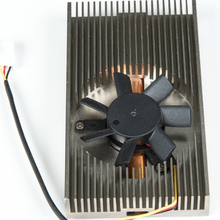
随着功率密度的逐渐增加,强制风冷已成为大多数商品的主流散热方式。在强制风冷系统中,散热器和风扇几乎是每种商品的散热装置,两者密切相关。如何更好地合作并充分发挥大的效益并不容易。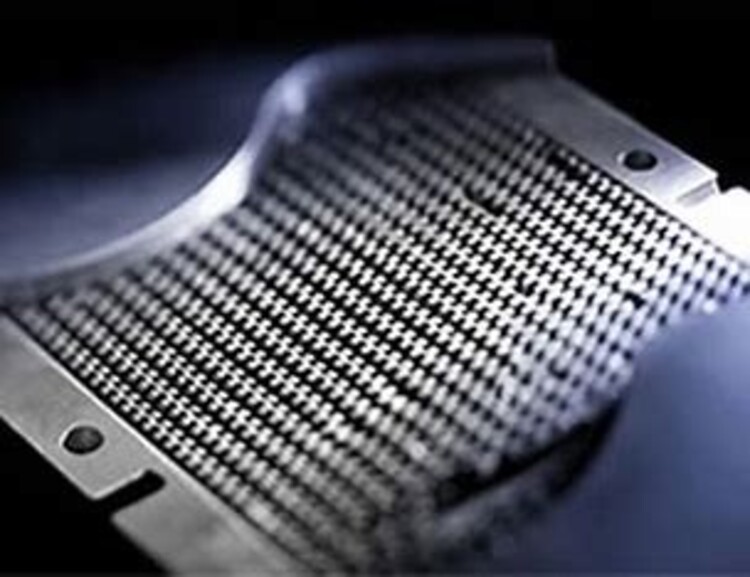
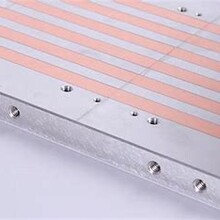
齿形散热器的优化设计主要是优化基板的厚度、翅片的高度和厚度以及齿间距。在特殊情况下,还可以设计铲齿散热器的材料,是否嵌入热管或均温板。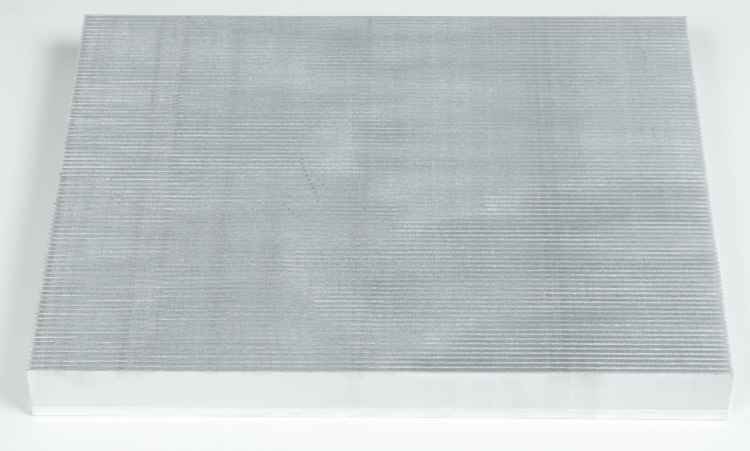
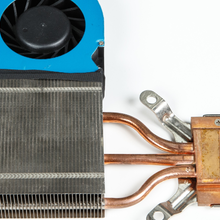
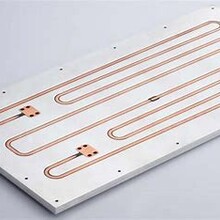
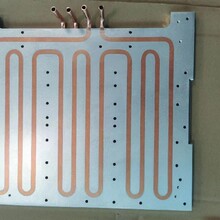
铲齿散热器常用的材料是AL1050,AL1060(传热系数210W/m.k),这两种铝材质柔软,在生产过程中易于加工,在翅片高度较低时也可以使用AL6063(传热系数201W/m.k),AL6063的硬度比较大,所以一般在翅片高度较低的时候使用。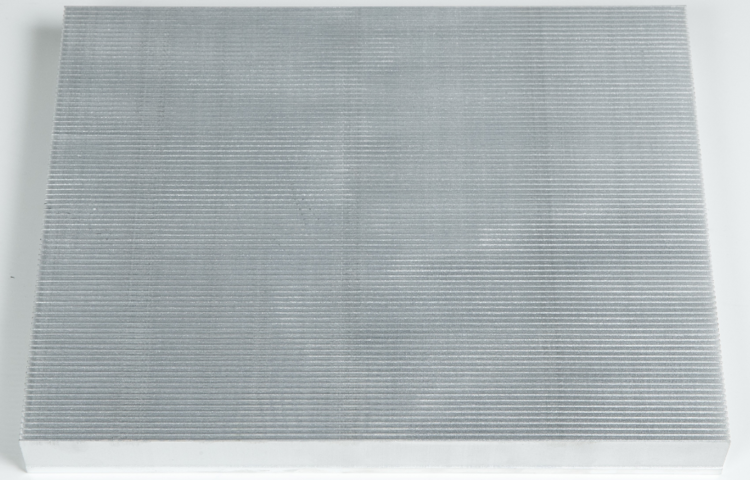
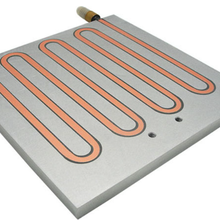
当要求铲齿散热器散热较大时,会使用CU作为加工材料,CU传热系数为380W/m.k,传热系数远铝,同时,成本也会增加很多。
铲齿散热器:通过机械动作,将材料从一定角度切割成块状和直线,并反复切割,形成一致的间隙结构。用于处理风冷散热环境下大功率器件的散热,与插入式散热器相比,散热效率可提高8~15%。
————— 认证资质 —————
全国铲齿散热器热销信息