玻璃钢管生产工艺主要有三种类型:往复式纤维缠绕工艺、连续式纤维缠绕工艺以及离心浇注工艺。
往复式纤维缠绕工艺(属于定长法):在这种工艺方法中,浸胶槽随转动的芯模作往复运动,长纤维玻璃丝以一定的斜角相对于芯模轴辅放,辅角(即缠绕角)受浸胶槽的移动速度和芯模转速之比控制,浸胶槽的平移运动由计算机化的机-电控制。缠绕层数逐渐增加,达到设计的壁厚为止。缠绕完成后,使制品中的树脂基本固化。固化后,从玻璃钢管中脱出芯模。

管道在承插连接前,应清除连接处PVC管内壁污垢,然后将承插头插入承插座内,承插口不得有歪斜,裂纹等缺陷,达到承插深度后,方可进行PVC焊接。
承插部位应采用FRP增强,在增强处均匀涂一层R胶,涂层厚薄均匀,不得漏涂和流淌,再包一层玻璃布,涂不饱和树脂,包玻璃布,反复进行,直至厚度达到要求为止。
当承插口安装不合格需返修时,承插头和承插座重新制作,不得采用已使用过的承插件。
法兰与管道连接时,内外两面都与管子焊接,法兰面与管子轴线倾斜度应小于或等于管子外径的1/100。法兰连接应严格对中,轴向允许偏差不大于2,不得用强紧螺栓的方法消除歪斜。拧紧螺栓分两次进行,均匀对称地拧一遍,然后再拧紧螺栓。

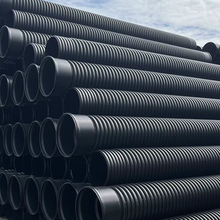
连续式纤维缠绕工艺(属于连续法) :该工艺是管子在运动中通过一个供给树脂预浸无捻粗纱,短切玻璃钢纤维和树脂砂混合物的供料站,管子是在芯模连续不断的前进中制成的。
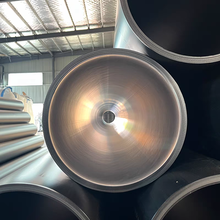
离心浇注工艺(属于定长法) :在此工艺中,用切断的玻璃纤维增强材料和砂,喂入固定在轴承上的钢制模具中,在钢模一端注入加催化剂的不饱和树脂,使其浸渍增强材料,在离心力作用下,树脂置换出纤维及填料中的空气,从而制造出无孔隙的致密复合材料,由于离心力的作用管内壁形成一个平滑、光洁的富有树脂的内表面层,管材在较高温度下固化。用这种方法制造的管又称玻璃钢夹砂管。

外观质量:管的内表面应光滑平整,无龟裂、分层、针孔、杂质、贫胶区及气泡,管端面应平齐、刺。管外表面无明显缺陷。
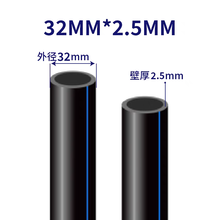
尺寸直径偏差:外径系列应符合表1中规定,内径系列应符合表2中规定。
长度偏差:±0.005L(L为管的有效长度)。
壁厚:小厚度应不小于经规定程序批准的图样和技术文件规定的标称厚度的87.5%,平均厚度应不低于标称厚度。
内径系列RPM管尺寸:管端面垂直度:符合表3中规定。6、内衬层:内表面厚度不小于0.5,内表面和次内层厚度应不小于1.2。