产品别名 |
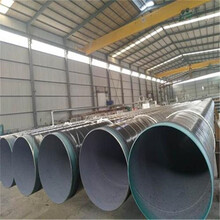
内抛光,不锈钢管道系统,肇兴地区,厂家 |
面向地区 |
全国 |
厂家 |
广州联众 |
壁厚 |
2.0 mm |
密度 |
0.02491 |
颜色 |
银色 |
拉伸强度 |
2.0 Mpa |
长度 |
6 m |
形状 |
圆管 |
材质 |
304.0 |
最近来访记录
近期浏览