关键词 |
定制箱型柱,箱型柱规格型号,上海箱型柱,箱型柱设计图纸 |
面向地区 |
全国 |
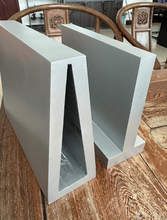
多高层钢结构设计时,往往采用箱型柱,规范上说箱型柱中的隔板要与柱四面焊接。可是施工时,普遍反应只能三面焊接,后一面无法施工,规范中要求采用电渣压力焊,可是焊枪如何进去呢?
1. 先焊好相对的两面,另两面有类似通过钢筋的孔,通过孔注入焊剂,之后钢筋连接电流融化焊剂。孔后被焊剂熔化封上了
2. 先焊三面点焊,后一面有隔板的用电渣焊。就是在隔板周围加衬条,然后把后一面盖上,然后打底焊。用的电渣焊机进行焊接。然后再门式埋弧焊盖面,基本就成型了。
3. 一般先焊两边,另两边采用电渣压力焊。
电渣焊是箱型柱隔板焊接的正规方法,像分段和打孔塞焊制作都是土办法,操作是不符合规范的。
熔嘴电渣焊已经比较普遍了,焊接时要两面同时施焊,避免构件弯曲变形,要求板厚不能小于14mm,小了容易焊穿。
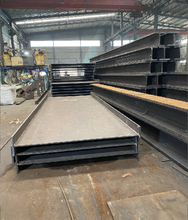
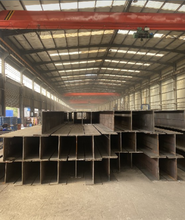
箱形柱是由四块钢板焊接而成,制作工艺与焊接H型钢大体相同,其工艺过程见流程图。箱形柱下料采用数控火焰切割机进行柱板切割,开坡口方法为碳弧气刨切割K型坡口,下料完成后进行调直校正,为柱身板拼装准确,需制备拼装胎膜,拼装顺序为: 以上盖板为基准,然后放出横隔板与侧腹板的装配线,进行U型组立,后拼装下盖拼装完成后进行焊接,柱身主体焊接采用埋弧自动焊,加劲板焊接采用电焊机手工焊接,后一面隔板焊接电渣压力焊接的方法进行,焊接设置引弧板。箱形柱焊接完成后进行调直矫正,后用端头铣床进行端头切割。箱形柱涂装严格按标准除锈、刷油,箱形柱制作完成后由专职质检人员进行检验、编号。
钢结构(箱型柱)制作施工工艺
适用范围:适用于建筑钢结构的加工制作工序,包括工艺流程的选择、放样、号料、切割、矫正、成型、边缘加工、管球加工、制孔、摩擦面加工、端部加工、构件的组装、圆管构件加工和钢构件预拼装。