关键词 |
TPEP防腐钢管用途,北京TPEP防腐钢管,生产TPEP防腐钢管,TPEP防腐钢管用途 |
面向地区 |
全国 |
直埋管道的首要问题是严密防水的靠得住性,此外要有精采的机械强度,钢套管由于强度高采用焊接连接,防水的密封机能可钢套钢直埋蒸汽保温管的保温、滑动润滑和裸露管端的防水问题的耐腐蚀机能,耐酸、碱、盐、油、水等。
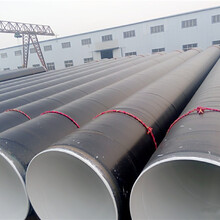
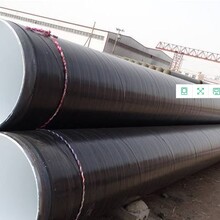
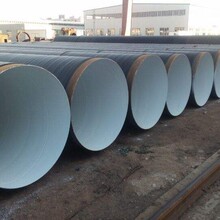
大口径TPEP防腐钢管——外缠绕聚乙烯内熔结环氧防腐钢管,是第四代管道防腐形式,是一种特定的防腐工艺,管道防腐所用的防腐材料是根据生产工艺定做的,于管道防腐。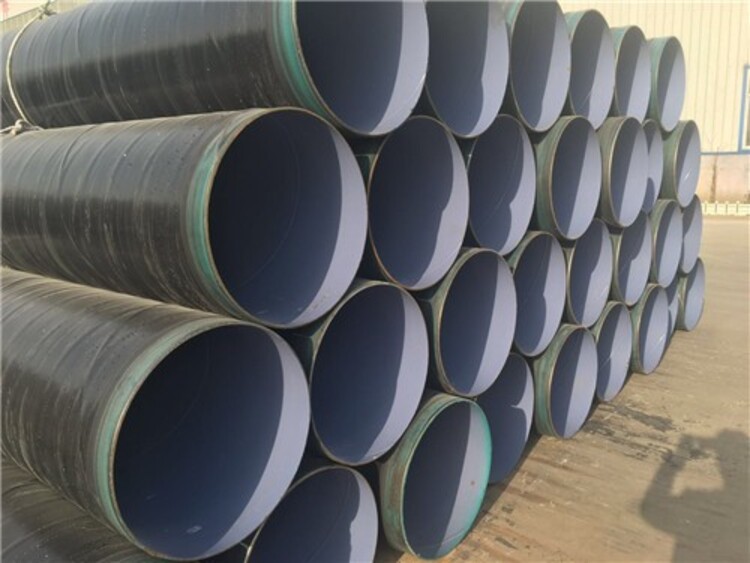
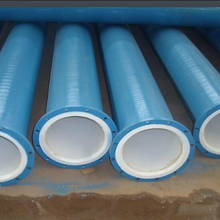
内壁防腐:热熔结环氧粉末环氧粉末是一种热固性粉末涂料,具有坚韧性的特点,通过对钢管基体进行加热将特制的环氧粉末均匀的涂覆在管体表面上,粘附在预热钢管表面的环氧粉末受热胶化流平,通过继续加热,环氧粉末充分固化,形成连续的涂膜,通过与钢管表面粘结、固化而提供良好的附着力,具有很好的耐化学品性和抗阴剥离能力;是目前我国大型管道工程上的涂层。
底层为熔结环氧;中间层为胶粘剂;面层为挤塑聚乙烯。在三层结构中,环氧底层粉末是根据生产工艺特定的一种粉末,其主要作用是:形成连续的涂膜,与钢管表面直接粘结,具有很好的耐化学腐蚀性和抗阴剥离性能;与中间层胶粘剂的活性基团反应形成化学粘结,整体防腐层在较高温度下具有良好的粘结性。聚乙烯面层的主要作用是起机械保护与防腐作用,因此作为埋地管线的外防护层是非常的。
管道安装施工工艺流程:
TPEP管道
清理——对口——氩弧焊打底——手工电弧焊——超声波检测——内连接涂层修补——外连接涂层修补——质量检验
1、清理:焊接吊运前,将管端保护器取下,将管端压敏胶带去掉,检查内外焊接预留修补处锈蚀程度,达不到防腐要求时,预先处理,减少内壁焊接后处理的工作量。
2、对口:利用工装将两支钢管端口对齐,防止焊接后错边。
3、氩弧焊打底:根据不同的焊接母材,选取焊丝牌号,进行氩弧焊打底。
4、手工电弧焊:根据不同的焊接母材,选取不同牌号的焊条进行填充补焊,每次填充厚度为3mm,进行多遍焊接。
现场焊接施工可有以下几种方式或组合方式:
(1)在施工现场的管沟内进行连续施焊,施焊前应在对口焊接处挖相应大小的沟槽,以便于人工施焊操作。
(2)在岸上每两支钢管对口焊接及内外补口后吊入施工管沟进行焊接。
(3)施工时,尽量先从弯头处开始焊接,后在阀井处合拢。
5、超声波检测:焊接完成后,对焊口进行打磨并进行超声波检测,主要是检验焊缝有无气孔、夹渣等缺陷。如发现缺陷,要用气割割开重新再焊。
全国TPEP防腐钢管热销信息