关键词 |
国标直缝钢管,直缝钢管报价及图片,澳门直缝钢管,定制直缝钢管 |
面向地区 |
全国 |
埋弧焊工艺 :
板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首行全板超声波检验;
铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状;
预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率;
成型:在JCO成型机上将预弯后的钢板的一半经过多次步进冲压,压成"J"形,再将钢板的另一半同样弯曲,压成"C"形,后形成开口的"O"形
预焊:使成型后的直缝焊钢管合缝并采用气体保护焊(MAG)进行连续焊接;
内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管内侧进行焊接;
外焊:采用纵列多丝埋弧焊在直缝埋弧焊钢管外侧进行焊接;
超声波检验Ⅰ:对直缝焊钢管内外焊缝及焊缝两侧母材进行的检查;
高频焊接是根据电磁感应原理和交流电荷在导体中的趋肤效应、邻近效应和涡流热效应,使焊缝边缘的钢材局部加热到熔融状态,经滚轮的挤压,使对接焊缝实现晶间接合,从而达到焊缝焊接之目的。高频焊是一种感应焊(或压力接触焊),它无需焊缝填充料,无焊接飞溅,焊接热影响区窄,焊接成型美观,焊接机械性能良好等优点,因此在钢管的生产中受到广泛的应用。
钢管的高频焊接正是利用交流电的趋肤效应和邻近效应,钢材(带钢)经滚压成型后,形成一个截面断开的圆形管坯,在管坯内靠近感应线圈中心附近旋转一个或一组阻抗器(磁棒),阻抗器与管坯开口处形成一个电磁感应回路,在趋肤效应和邻近效应的作用下,管坯开口处边缘产生强大而集中的热效应,使焊缝边缘迅速加热到焊接所需温度经压辊挤压后,熔融状态的金属实现晶间接合,冷却后形成一条牢固的对接焊缝。
按成型方式不同又可分为:UOE/JCOE/HME。螺旋埋弧(SSAW)是卷管时其前进方向与成型管中心线有成型角(可调整),边成型边焊接,其焊缝成螺旋线,优点是同一规格的可生产多种直径规格的钢管,原料适应范围较大,焊缝可避开主应力,受力情况较好。
GB/T3091-2001(低压流体输送用镀锌焊接钢管),主要用于输送水、煤气、空气、油等,材质:Q235B,Q345B。
GB/T9711-2011 (石油天然气工业管线输送用钢管),主要用于输送石油,天然气等。材质:L245,L360,x42,x45x60等
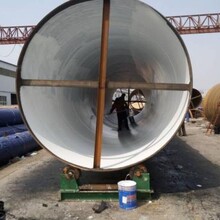
大口径直缝钢管标准及材质:
1.标准:大口径直缝钢管国内一般采用GB/T3091-2008、GB/T9711.1-2008、API 5L标准 。
2.材质:大口径直缝钢管常用材质有:Q235A、Q235B、16Mn、20#、Q345、L245、L290、X42、X46、X70、X80、0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb等。
直缝钢管中的大口径直缝钢管是大型管道工程、输水输气工程、城市管网建设的佳选择,国家西气东输使用该类型钢管达20万吨,市场前景广阔。质量好,价格合理,广泛应用于各行业。双面埋弧形直缝钢管也是直缝钢管。埋弧焊直焊钢管采用JCOE冷成形工艺,焊缝采用焊丝,同时采用颗粒助焊剂埋弧,埋弧焊直缝钢管的主要生产工艺是柔性的,可产生任意规格,壁厚325~1420 mm,它在很大程度上满足了国际上对钢管尺寸的要求,而高频直缝钢管通常用于国内规范生产中。
| 主营行业:管材管件 |
| 公司主营:防腐钢管,保温钢管,涂塑钢管,3pe防腐钢管 |
| 主营地区:全国 |
| 企业类型:个体经营 |
| 公司成立时间:2008-09-18 |
| 员工人数:201 - 300 人 |
| 研发部门人数:11 - 50 人 |
| 经营模式:生产型 |
| 经营期限:1949-01-01 至 2034-01-01 |
| 最近年检时间:2024年 |
| 年营业额:人民币 5000 万元/年 - 1 亿元/年 |
| 年出口额:人民币 5000 万元/年 - 1 亿元/年 |
| 年进口额:人民币 5000 万元/年 - 1 亿元/年 |
| 是否提供OEM:是 |
| 公司邮编:061000 |