





关键词 |
兰州保温螺旋管,保温螺旋管报价,保温螺旋管高质要求,保温螺旋管厂家 |
面向地区 |
全国 |
壁厚 |
5 mm |
密度 |
55 |
聚氨脂现场发泡施工工艺原理:聚氨脂泡沫塑料发泡喷涂、灌注工艺原理,是聚醚异的聚合反应能生成胺基甲酸酯,即能生成所需的聚氨 基甲酸乙酯,也就是常称的聚氨脂泡沫塑料。
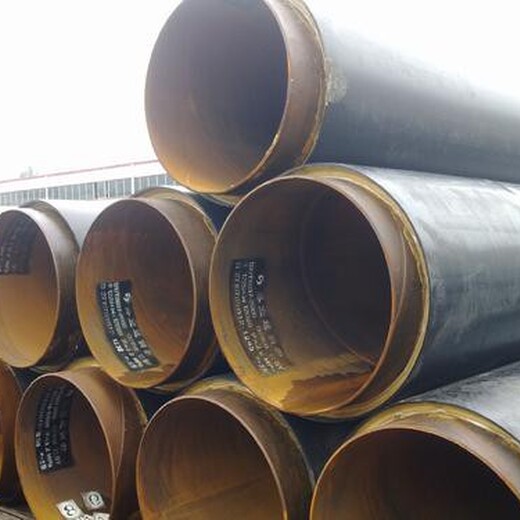
黑夹克聚氨酯发泡保温管泡沫具有良好的机械性能和绝热聚氨酯保温管应用:聚氨酯保温管用于室内外各种管道,集中供热管道,中央空调管道、化工、等工业管道的保温、保冷工程。概述聚氨酯发泡保温管自三十年代聚氨酯合成材料诞生以来,一直作为一种优良的绝热保温材料而得到迅速发展,其应用范围也越来越广泛,更由于其施工简便、节能防腐效果显著而被大量地用于各种供热、制冷、输油、输汽等各种管道。大量地用于各种供热、制冷、输油、输汽等各种管道。
钢管的选用:
恒钢管道是生产:聚氨酯发泡保温螺旋钢管,保温无缝钢管,聚氨酯保温直缝钢管,黑夹克聚氨酯发泡保温钢管质量一价格优廉,选购保温钢管请龙都管业热力集团厂家,欢迎来电咨询.
聚氨酯导热系数为:λ=0.013—0.03kcal/m·h·oC,比其他过去常用的管道保温材料低得多,保温效果提高4~9倍。再有其吸水率很低,约为0.2kg/m2。吸水率低的原因是由于聚氨酯泡沫的闭孔率高达92%左右。低导热系数和低吸水率,加上保温层和外面防水性能好的高密度聚乙烯或玻璃钢保护壳,改变了传统地沟敷设供热管道“穿湿棉袄”的状况,大大减少了供热管道的整体热损耗,热网热损失为2%,远远小于国际10%的标准要求。
热水保温钢管的工艺都是双面埋弧焊接,双面埋弧焊技术是在1940年发明并使用的,它的焊接过程与手工焊接有相同的地方,是利用渣保焊,螺旋钢管埋弧焊与手工焊不同的地方就是焊丝和焊剂分离,手工焊是焊丝焊剂都在一起的。焊丝采用盘状,即整盘使用,可连续也可间断,从某种意义上说螺旋钢管能够把焊丝做到一毫米也不浪费,焊丝工作时是在焊剂的包围的内部进行焊接所以叫埋弧焊接,这样焊接出来的质量高,螺旋钢管对焊丝和焊剂的选择要求较高,原材料不同材质对应不同的焊丝焊剂,尤其是在目前生产高标准螺旋钢管的情况下,更得选择合适的焊丝和焊剂了。
钢质管道腐蚀的分类和破坏形式 金属管道腐蚀的现象与机理比较复杂,常用的分类方法如下:按腐蚀的环境分类,可分为化学介质腐蚀、大气腐蚀、海水腐蚀和土壤腐蚀等;按腐蚀过程的特点和机理分类,可分为化学腐蚀(包括气体腐蚀和非电解质溶液中的腐蚀)、电化学腐蚀、物理腐蚀等。 金属管道腐蚀的破坏形式,有均匀腐蚀和局部腐蚀两大类,均匀腐蚀是在整个金属管道表面均匀地发生腐蚀,均匀腐蚀一般危险性较小。局部腐蚀是整个金属管道局限于一定的区域腐蚀,而其他部位则几乎未被腐蚀,局部腐蚀包括小孔腐蚀、斑点腐蚀、电偶腐蚀、应力腐蚀破裂、晶间腐蚀、磨损腐蚀、氢脆、细菌腐蚀等。管道局部腐蚀的危害性很大,容易被人们所忽视。在我国因管道局部腐蚀使燃气、给水管道被破坏造 员伤亡、财产损失的现象时有发生。
有两种常见的测试和螺旋管水压试验压力。他们可以在压力测试容器和管道焊缝致密的工作。静水压力测试比测试和速度更敏感,但测试产品无废水处理后,排水困难的产品尤为适用。但风险大于水压试验的试验。测试时,符合相应的安全技术措施,以防止在测试5时发生事故的发生,紧凑性试验:液体或气体保护焊,这是不致密的焊接缺陷,诸如穿透裂纹,气孔,夹渣的储存容器,未焊透和疏松组织等,可以被用来检测试验的密度。
用螺旋缝埋弧焊钢管SY5037-2000,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。
兰州螺旋钢管的常用标准一般分为:SY/T5037-2008(部标、也叫普通流体输送管道用螺旋缝埋弧焊钢管)、GB/T9711.1-2008(国标、也叫石油天然气工业输送钢管交货技术条件部分:A级钢管(要求严格的有GB/T9711.2B级钢管))、API-5L(美国石油协会、也叫管线钢管;其中分为PSL1和PSL2两个级别)、SY/T5040-2008(桩用螺旋焊缝钢管)。
SY/T5037-2008是石油部设标准一般都称做部标
GB/T9711.1-2008国家螺旋管,石油天然气工业输送钢管,A级
一般低压流体输送用螺旋缝高频焊钢管(SY5039-2000)是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接用于一般低压流体输送用螺旋缝高频焊钢管。
桩用螺旋焊缝钢管(SY5040-2000)是以热轧钢带卷作管坯,经常温螺旋成型,采用双面埋弧焊接或高频焊接制成的,用于土木建筑结构、码头、桥梁等基础桩用钢管




















