





产品别名 |
金属堵头,470型金属堵头,彩钢瓦堵头 |
面向地区 |
全国 |
金属堵头不同的地方其叫法和形式不同。
在金属结构中,用钢板焊接封堵钢管两端,也有管帽但用的很少;
在油水管线上有封头、盲法兰、丝堵、管帽;
在容器上主要是封头有平面的、蝶形的、半圆的等等;
在暖气片上也有封堵堵头;
在带压封堵工艺中,也是用圆形封堵;
油水井防喷器、管线定向穿越中都有封头。
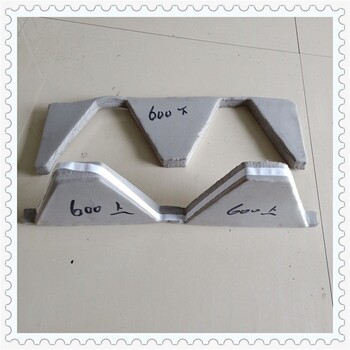
彩钢屋面的波峰会在檐口处形成一定的空间,为彩钢屋面的气密性和水密性,以及防止鸟类在该空间内筑巢,需要在该空间内设置堵头;传统的彩钢板屋面檐口使用泡沫(PE)堵头,通过双面胶带,将泡沫堵头黏贴于彩钢板波峰底部,这样只是临时敷衍工程验收,起不到应有的功能;密封性能差、而且很容易脱落。
该插头包括凸模,锥形外壳,变径段,扁平盖和管口设计。 凸形插头包括半球形插头,椭圆形插头,碟形插头和冠状插头。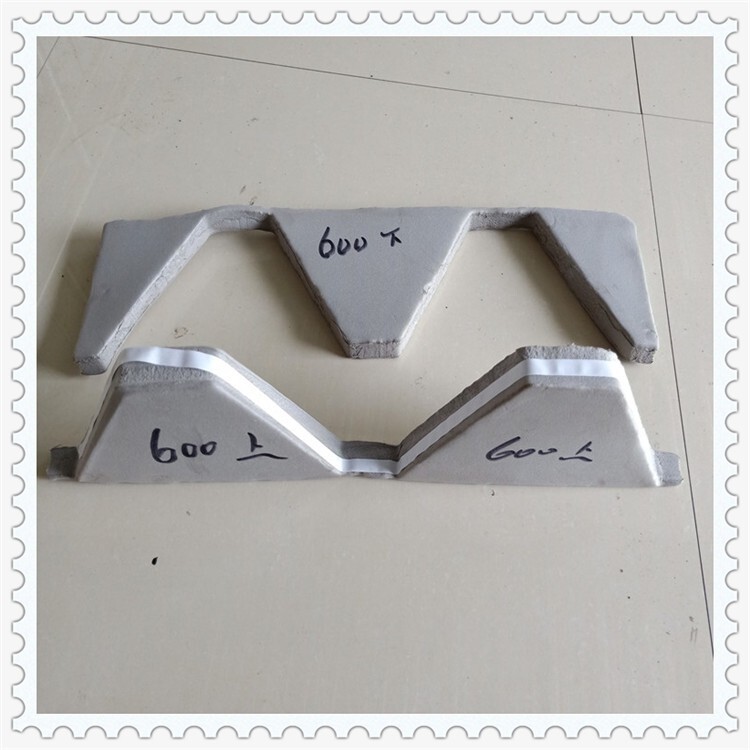
从压力的观点来看,凸型插头从半球型插头开始逐渐变差,但从制造难度的观点来看,容易制造。 找人修正,目前意义不明。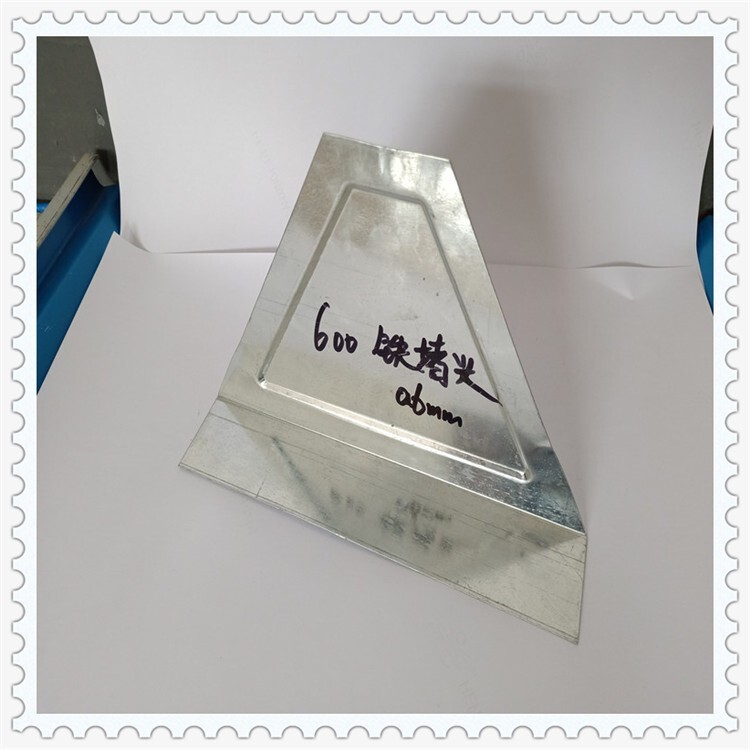
用途:水,饮料,啤酒,食品,石化,核电站,机械,医疗器械,化肥,造船,防水处理,管道包装:木箱,瓦楞纸板服务:提供技术咨询,指导安装等插头制造方法:a)整体尺寸: C)超大插头:由于运输和开齿等因素,先将插头断开,然后再装配成不与板插头R连接的插头。
盲板的形式相接近,只不过盲板是可以拆卸的封堵,而焊接管帽则是不可以拆卸的。管帽包括凸形管帽、锥壳、变径段、平盖及紧缩口的设计。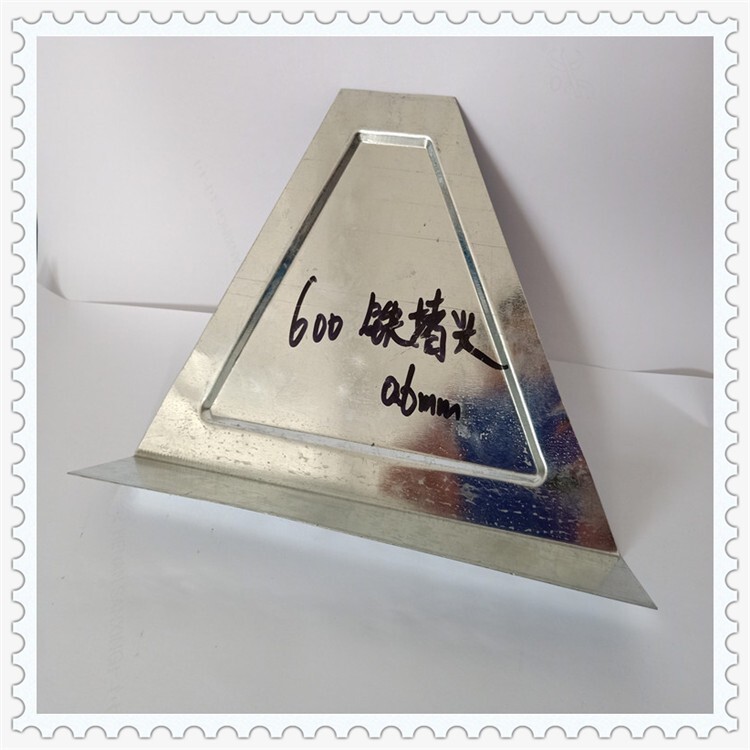
拼接时焊缝方向要求只允许是径向和环向。以后大型管帽可能会取消此要求。 拼接的距离应有要求,为大于3δ,且不小于100mm(焊接热影响区是个高应力区,并且在该区的化学成分会有烧损。所以要避开高应力区,该区域与厚度有关。根据实践经验,应力衰减长度为大于3δ,且不小于100mm)。但制冷设备很难达到这一要求,有其特殊性。
拼接后成型的封头,拼接焊缝应进行射线或超声波检测,合格级别随设备壳体走。后成型的焊 缝检测级别、比例与设备壳体相同,高了浪费。举例:假如设备壳体是20%检测,III合格。那闷头拼接焊缝和后焊缝也是III合格,焊接接头系数为0.85;
假如设备壳体是检测,II合格。那闷头拼接焊缝和后焊缝也是II合格,焊接接头系数为1
所以闷头拼接虽然检测,但合格级别不一样,随设备壳体走。
但要注意工艺制造过程:
正确的做法是:下料(划线)-小板拼成大板-成型-无损检测
如果未成型之前做检测是不对的,不了成型之后产品的质量。也就是说无损检测是指终的无损检测。
最近来访记录