



关键词 |
出售挤塑板,挤塑板尺寸,烟台挤塑板,出售挤塑板 |
面向地区 |
全国 |
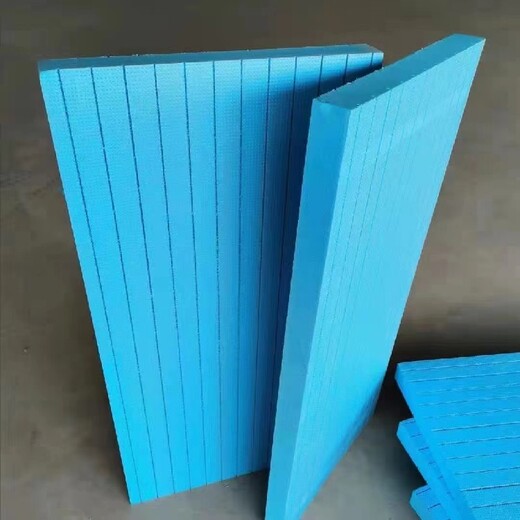
挤塑板的生产工艺包括以下方面:通用级聚苯乙烯与成核剂、助燃剂等通过喂料机进入级塑料挤出机,在挤塑机内充分塑化后再注入发泡剂(目前常用的是氟利昂,环保型的二氧化碳发泡剂也在逐步推广中),发泡剂在第二级挤出机中与其他原料充分混合和冷却后通过模具挤出,在模具挤出后压力迅速释放,被塑料包裹的发泡剂迅速膨胀形成密闭的泡孔,在泡孔的作用下聚苯乙烯塑料形成了有蜂窝状密闭泡孔的发泡板。再经过定型牵引机将板材定型为所需的厚度和宽度,经过切割成型即可。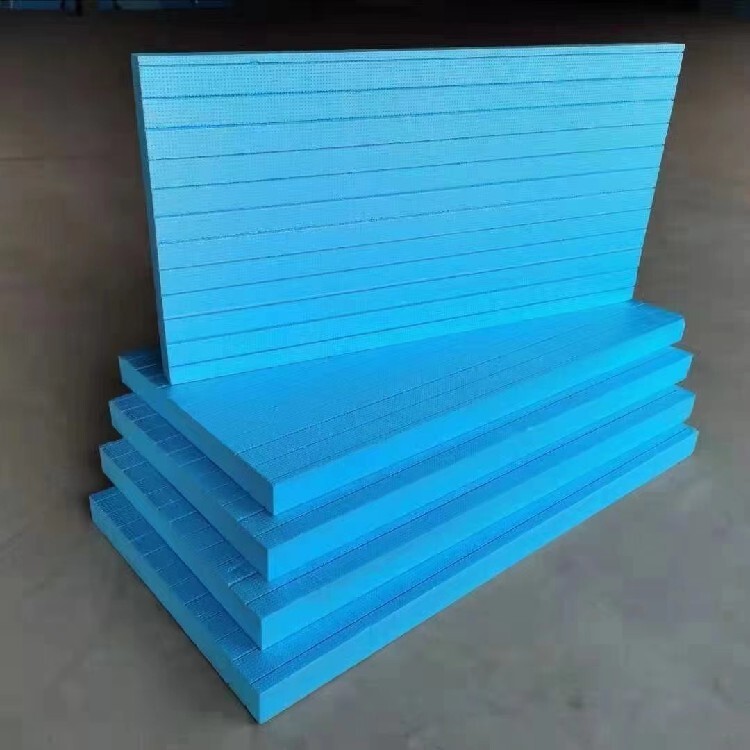
安装固定件:
1)固定件在挤塑板粘贴8小时后开始安装,并在其后24小时内完成。按设计要求的位置用冲击钻钻孔,孔径10,钻入基层墙体深度约为60,固定件锚入基层墙体的深度约为50,以确保牢固可靠。
2)固定件个数按设计说明要求设置。
3)自攻螺丝应挤紧并将工程塑料膨胀钉帽与挤塑板表面齐整或略拧入一些,确保膨胀钉尾部回拧,使其与基层墙体充分锚固。
常见问题
1、墙面交错排布不严格;
2、板与基层面有效粘结面积不足,达不到40%规范要求,或出现虚粘现象,或达不到个体工程设计要求;
3、板与板缝不紧密或接槎高差大,或外饰件紧密度太差;
4、板缝接近或与窗边平齐,不符合规范要求;
5、板面平整度不达标准等;
6、用湿毛刷将新旧表面不平整处整平,并将孔洞边缘刷平。