产品别名 |
弯管,大小头,弯头,三通 |
面向地区 |
全国 |
壁厚 |
2-25 mm |
密度 |
235 |
颜色 |
黑色 |
拉伸强度 |
300-500 Mpa |
长度 |
自定 m |
类型 |
直角式 |
产地 |
河北 |
材质 |
碳钢 |
管厚 |
2-60mm |
执行标准 |
国标 |
重量 |
理论重量kg |
特殊功能 |
耐高压 |
种类 |
弯头 |
弯管加工时的标准和法规:
1、所有弯管按有关标准和法规加工(弯管要横平竖直,跨度和间距要符合规范要求)。无论弯管加工到何种高度都不允许出现不稳定状况;
3、加工弯管的材料是经检验合格的,有变形,裂纹等缺陷的弯管架杆,连接件和紧固件严禁使用,弯管的紧固件,连接件不得以焊接方式修复;
4、弯管的基础地面平整,夯实,坚硬,其金属基板平整,不得有任何变形,地面较松软时使用扫地杆或垫板以增大受力面和增大稳定性;
5、弯管上的跳板铺设整齐,宽度,长度应保持一致(特殊部位除外)。任何弯管上的跳板固定牢固,平台面上不得有较大孔洞(特殊部位除外)。
工艺方面:
弯管机进行管材的弯曲和板料的弯曲一样。在纯弯曲的情况下,外径为D,壁厚为t的管子受外力矩 M的作用发生弯曲时,中性层外侧管壁受拉应力σ1作用,管壁变薄;中性层内侧管壁受拉应力σ1作用,管壁变厚。而且横截面的形状由于受合力F1和F2的作用由圆形变为近似椭圆形,当变形量过大时,外侧管壁会产生裂纹,内侧管壁会出现起皱。
管材的变形程度,取决于相对弯曲半径R/D和相对厚度t/D数值的大小、R/D和t/D值越小,表示变形程度越大。为管件成形质量,控制变形程度在许可范围内,管材弯曲成形极限不仅取决于材料的力学性能和弯曲方法,而且还考虑管件的使用要求。管件的成形极限应包含以下几个内容:
1、中性层外侧拉伸变形区内大的伸长变形不超过材料塑性允许值而产生破裂;
2、中性层内侧压缩变形区内,受切向压应力作用的薄壁结构部分不致超过失稳而起皱;
3、如果管件有椭圆度的要求时,控制其断面产生畸变;
4、如果管件有承受内压力的强度要求时,控制其壁厚减薄的成形极限。
弯管机主要性能特点有哪些:
1、弯管机数控系统功能:全中文显示,便于操作。后挡料装置为机动块调整,具有单向和双向定位功能,能有效消除丝杠间隙,具有退让选料功能,避免挡料装置与工件的干涉,减少磨损,提高定位精度,具有自动或手动搜索参考点功能。具有断电位置记忆功能,对参数、位置及程序进行现场保护。具有多步加工编程功能,可实现多步动运行,完成多工步零件一次性加工,提高生产效率;
2、弯管机为全钢焊接机构,液压上传动,振动消除应力,弯管机强度高、刚性好。液压摆式剪板机是通过采用主油缸(固定在墙板上)做向下剪切运动、氮气缸回程,因此简化液压系统、运行更稳定。摆式剪板机的上刀架在剪切过程中绕一固定轴线作圆弧摆动,通过杠杆作用,支点受力小,可提高剪切刃寿命、弯管机寿命,整机结构紧凑,并能无极调节上刀架的行程量,大大提高工作效率;
3、采用防护栅与电器箱联锁人生安全保护装置;
4、采用的集成式液压系统,可靠性好。
弯管机生产效率的提高方式:
1、弯管机应有专人负责使用和保管。操作者熟悉机床的结构、性能;
2、严禁超负荷使用弯管机。不得剪切淬火钢料和硬质钢、高速钢、合金钢、铸件及非金属材料;
3、刀片刃口应保持锋利,刃口钝或损坏,应及时磨修或调换;
4、多人操作时应有专人指挥,配合要协调;
5、弯管机上禁止同时剪切两种不同规格的材料,不准重叠剪切;
6、剪板入料时禁止把手促进压板下面操作。剪短料时应另用铁板压住,剪料时手指离开刀口至少200毫米;
7、用撬捧对线后,应立即将撬捧退出方可剪切,如铁板有走动,应用木枕塞牢,以免压脚下来后撬捧弹出伤人;
8、剪好的工件放置平稳,不要堆放过高,不准堆放在过道上。边角余料及废料要及时清理,保持场地整洁。
弯管机工作技术要求有哪些:
1、工作前要认真检查弯管机各部是否正常,电气设备是否完好,润滑系统是否畅通;清除台面及其周围放置有工具、量具等杂物以及边角废料;
2、不要自1人操作弯管机,应由2—3人协调进行送料、控制尺寸精度及取料等,并确定由1人统一指挥;
3、要根据规定的剪板厚度,调整弯管机的剪刀间隙。不准同时剪切2种不同规格、不同材质的板料;不得叠料剪切。剪切的板料要求表面平整,不准剪切无法压紧的较窄板料;
4、弯管机的皮带、飞轮、齿轮以及轴等运动部位安装防护罩;
5、弯管机操作者送料的手指离剪刀口应保持少200mm以外的距离,并且离开压紧装置。在剪上安置的防护栅栏不能挡住操作者眼睛而看不到裁切的部位。作业后产生的废料有棱有角,操作者应及时清除,防止被刺伤、割伤;
6、弯管机的飞轮、齿轮、轴、胶带等运动部分都应设防护罩;
7、放置栅栏,防止操作者的手进入剪刀落下区域内。工作时严禁捡拾地上废料,以免被落下来的工件击伤。
8、不能剪切淬过火的材料,也决不允许裁剪超过剪床的工作能力。
弯管机的操作以及注意事项:
1、弯管机在进行制作的过程中主要是采用是触荧幕加数控模组,设备在使用的过程中可以进行对话式的操作,弯管机的程式设定非常的简便且容易,弯管机的床身结构稳固,在使用时不会出现其变形的情况;
2、弯管机的每一档可以有效的设定16个弯管角度,设备的记忆体可以有效的储放16组档案,设备在使用时具有慢速度定位额功能,弯管角度稳定且设备的重复精度可以达到±0.1°;
3、弯管机中错误的讯息在屏幕上会有效的显示,这样可以帮助操作者立即进行排除,有效的提供自行研发之座标来转换其弯管的加工值,软体可选购装在桌上型电脑编辑计算;
4、弯管机在进行操作的过程中可以先将工作油缸旋入方挡块的内螺纹,在使用油缸后其端装在支架上的车轮向下,根据其所弯管子的外径选择其模头,有效的套在柱塞上;
5、弯管机在开动的过程中需要注意人体不得进入其转臂旋转扫过额范围,在进行工作的过程中,其所有的人员是禁止进入其转臂以及管件扫过的空间范围,设备在正常情况下,每年需要进行更换一次,滤油器同时清洗;
6、弯管机在进行调整的过程中,应该先有效的调整好自己按动按钮在进行调整,在使用的过程中绝不可以一人在机床上调整,另外一个人在控制柜上进行操作,调整机床或开空车时应卸下芯杆。
芯棒在弯曲过程中主要起着支撑导管弯曲半径的内壁防止其变形的作用。国产管材在机床上弯曲成形若不使用芯棒,其质量难以。芯棒的形式有很多种,如柱式芯棒,万向单、双、三、四球头芯棒,定向单、多球头芯棒等。另外,芯棒的位置对导管弯曲成形也有一定的影响:理论上,它的切线应与弯管模的切线平齐,但经过大量的试验,提前1~2mm较好,此时弯管质量比较理想。当然,提前量太大,会造成弯曲部分的外壁出现所谓“鹅头”的现象。
弯曲成形速度对成形质量的主要影响为:速度太快,容易造成导管弯曲部分的扁平,圆度达不到要求,造成导管的拉裂、拉断;速度太慢,容易造成导管的起皱和压紧块打滑,大管径的管子易形成导管弯曲部分的下陷。针对这两台数控弯管机上大量的试验,将导管的弯曲速度确定为机器大弯曲速度的20%-40%为宜。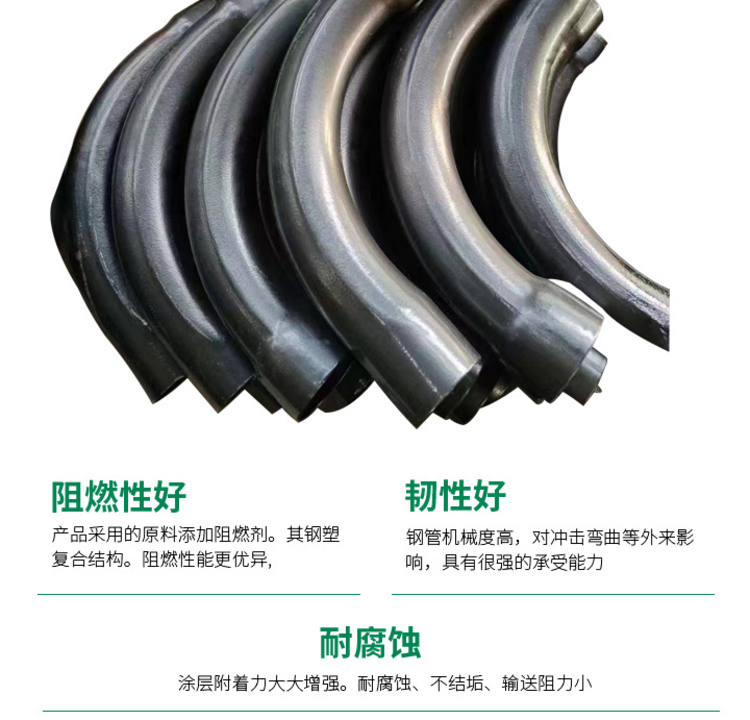
大口径直缝弯管一般采用中频煨制,特点如下:
频弯管特点:
1.中频大口径弯管采用垂直外特性的电源,直流时采用正极性(焊丝接负极)
2.中频大口径弯管一般适合于6mm以下薄板的焊接,具有焊缝成型美观,焊接变形量小的特点
3.保护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。
4.焊接电弧长度,焊接普通钢时,以2~4mm为佳,而焊接不锈钢时,以~3mm为佳,过长则保护效果不好。
5.大口径中频弯管为防止焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
6.钨极从气体喷嘴的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm。
7.大口径中频弯管对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。
8.防风与换气。有风的地方,务请采取挡网的措施,而在室内则应采取适当的换气措施。
9.中频弯管为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角,填充焊丝与工件表面夹角应尽可能地小,一般为0°左右。