






关键词 |
钢丝网骨架聚乙烯复合管 |
面向地区 |
全国 |
壁厚 |
4.5-24.0mm mm |
密度 |
100 |
颜色 |
黑色 |
拉伸强度 |
100 Mpa |
长度 |
6/12 m |
产地 |
河北 |
材质 |
PE |
用途 |
给水管 |
焊接快速复合管的电容焊接不需要焊丝等焊接材料,节省了焊接时间。电熔焊接时复合管只需配备一台焊机和简单的工具,操作方便,特别是在管沟等工作面狭小的空间。焊接接头密封性能好。电容焊接是将管子和管道熔化在一起,冷却成型后紧密连接成一个整体,可以焊接接头密封不漏。
为了提高钢网骨架复合管的焊接性能,需要对管材的焊接表面进行去氧化处理,建议使用手动刮刀(玻璃片)。由于小径管壁薄,建议清除氧化层。因为这个管子直径大,面积大,所以要打磨。去除氧化层时,整个周边要刮得均匀,覆盖各个方面,不允许有漏损。刮削长度比气缸插口深度大30毫米。管件内壁也要清洗干净,小口径管件要洒水擦洗,大口径管件可以刮掉。因为管件内壁有铜质效果,所以要用手刮,不能用电磨处理。使用电动研磨时,应使用柔软的研磨件,以避免铜线外露。
钢丝网骨架塑料复合管连接时,须将管上的氧化层均匀刮掉,不能留一点点,因为残留的氧化层关系到管子与电熔管件的焊接效果,容易造成漏水,所以要注意擦拭环节。用过钢丝网骨架塑料复合管的用户应该知道,每个厂家的指导老师都会强调擦拭环节,因为如果不能将管材和电熔管件上的污垢擦拭干净,焊接质量就会不合格,影响压制试验。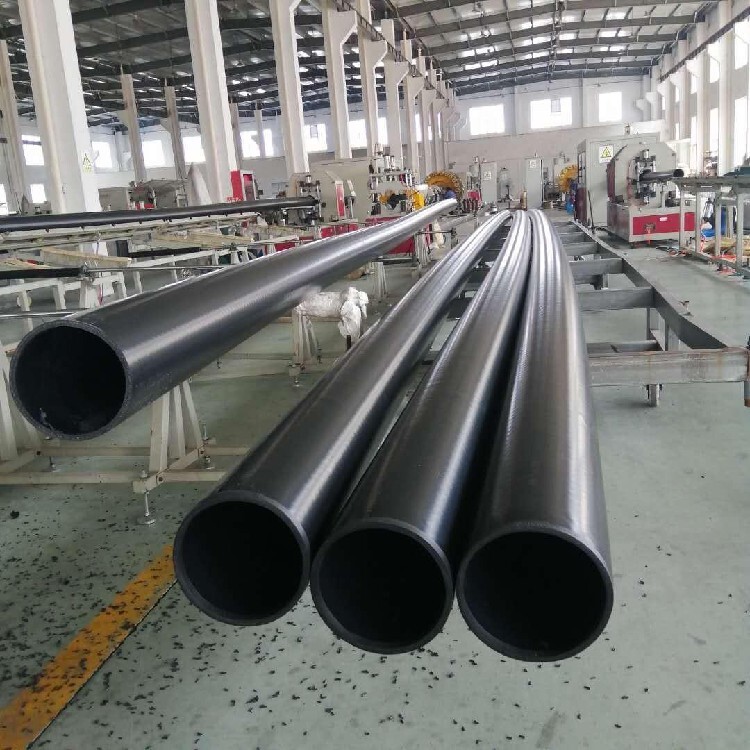
当电熔管件被焊接时,它们须被冷却。在此期间,不得移动或踩踏整个管道,不能在管道的一端继续施工连接,因为冷却环节是非常重要的一步,也是连接的Z后一步,关系到整个施工的效果和质量,须顺利进行。
钢丝网骨架塑料复合管压制时,须用水压制,不允许有空气。同时,在压装前,须将管道埋好并固定好,以免压装时管道跑偏。同时,电熔管件不得埋入地下,以便于观察和处理漏水。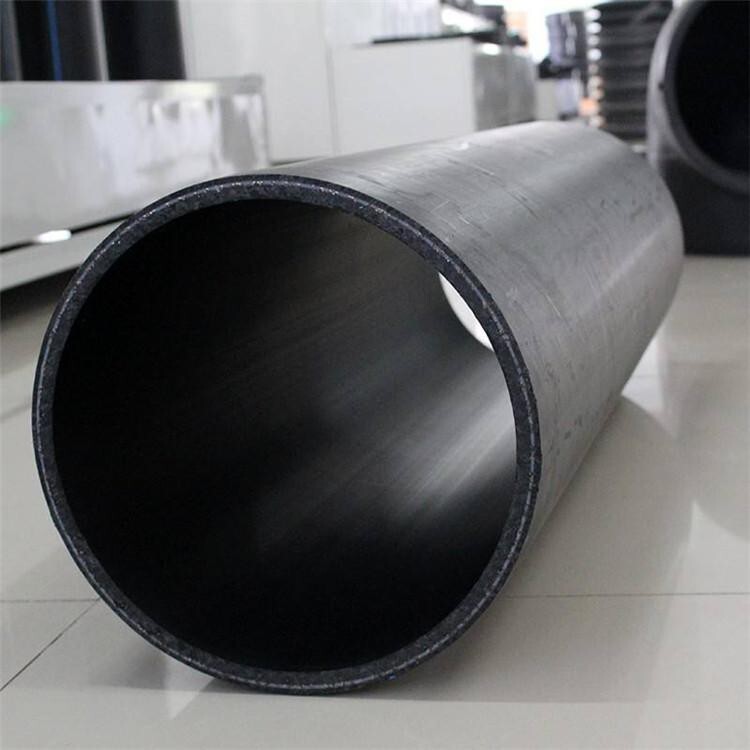
钢丝网增强聚乙烯复合管剥离强度低的原因如下:
(1)当破坏模式为内聚破坏时,如果剥离强度仍未达到理想状态,则说明粘合树脂的内聚强度较低,应适当提高粘合树脂的内聚强度。
(2)当失效模式为界面失效时,剥离强度和稳定性通常较低。生产过程中的加工温度、挤出压力、线速度都会影响粘接树脂对钢丝和聚乙烯的有效粘接。
(3)当破坏模式为混合破坏时,剥离强度通常界面破坏,低于内聚破坏。适当提高粘接树脂与聚乙烯、钢丝的复合温度是提高剥离强度的有效途径。在此基础上,加工过程中复合材料温度在管材径向的稳定分布,是提高剥离强度稳定性的有效途径。如果复合温度达到合适的状态,剥离强度或剥离强度的稳定性仍不能满足要求,需要通过调整粘合树脂来改善。这种情况通常是由粘合树脂的低反应性或润湿性不足引起的。





















