关键词 |
供应3PE防腐钢管,梅州3PE防腐钢管,销售3PE防腐钢管,销售3PE防腐钢管 |
面向地区 |
全国 |
直缝钢管的高频焊接过程是在高频焊管机组中完成的。高频焊管机组通常由滚压成型、高频焊接、挤压、冷却、定径、飞锯切断等部件组成,机组的前端配有储料活套,机组的后端配有钢管翻转机架;电气部分主要有高频发生器、直流励磁发电机和仪表自动控制装置等组成。现以165高频焊管机组为例,其主要技术参数如下:3.1 焊管成品
圆管外径: φ111~165mm
方管: 50×50~125×125mm
矩形管: 90×50~160×60~180×80mm
成品管壁厚:2~6mm
3.2 成型速度: 20~70米/分钟
3.3 高频感应器:
热功率: 600KW
输出频率: 200~250KHz
电源: 三相380V 50Hz
冷却: 水冷
激励电压: 750~1500V
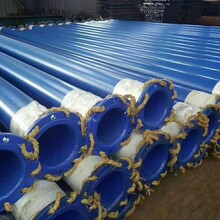
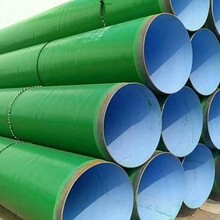
三pe防腐涂层综合了环氧树脂和聚乙烯材料的高抗渗性、机械性能高等特点。到目前为止是公认的使用效果好、性能佳的管道防腐涂层,从而被应用在诸多的工程当中。
钢管内壁防腐分为两种:一种是热熔环氧树脂粉末防腐(高温熔结),一种是液体环氧涂料,常用液体环氧IPN8710(常温冷喷涂)。这两种内壁防腐形式防腐工艺和性能不同具体表现在:
管道使用要求
内涂层厚度(um)
减阻型管道(液体环氧涂料)
≥50
防腐型管道(高温熔结环氧树脂粉末涂层)
普通级
≥250
加强级
≥350