关键词 |
非标箱型柱,箱型柱厂家,济宁箱型柱,箱型柱价格 |
面向地区 |
全国 |
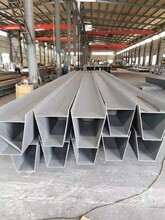
多高层钢结构设计时,往往采用箱型柱,规范上说箱型柱中的隔板要与柱四面焊接。可是施工时,普遍反应只能三面焊接,后一面无法施工,规范中要求采用电渣压力焊,可是焊枪如何进去呢? 1. 先焊好相对的两面,另两面有类似通过钢筋的孔,通过孔注入焊剂,之后钢筋连接电流融化焊剂。孔后被焊剂熔化封上了 2. 先焊三面点焊,后一面有隔板的用电渣焊。就是在隔板周围加衬条,然后把后一面盖上,然后打底焊。用的电渣焊机进行焊接。然后再门式埋弧焊盖面,基本就成型了。 3. 一般先焊两边,另两边采用电渣压力焊。 电渣焊是箱型柱隔板焊接的正规方法,像分段和打孔塞焊制作都是土办法,操作是不符合规范的。 熔嘴电渣焊已经比较普遍了,焊接时要两面同时施焊,避免构件弯曲变形,要求板厚不能小于14mm,小了容易焊穿。
对于箱型柱钢结构来说,这两种检验方法: 要求焊缝外观平整光洁,表面无裂痕,未焊透,未熔合、夹渣、飞溅等缺陷。 对于构件的焊接接接头采用射线探伤和磁粉探伤,确认焊缝的宽度足够(即熔合良好)。
于钢结构应用场所的重要性,因此在钢结构生产安装过程中对钢结构的焊接提出了更高要求。钢结构的焊接性包含以下两个方面的含义:一是工艺焊接性,是指金属或材料在一定的焊接工艺条件下,能否获得致密、无缺陷并具有一定使用性能的焊接接头的能力;二是使用焊接性,是指焊接接头或整体焊接结构满足技术条件所规定的各种性能的程度,包括常规的力学性能(强度、塑性、韧性等)或特定工作条件下的使用性能,如低温韧性、断裂韧性、高温蠕变强度、持久强度、疲劳性能以及耐蚀性、耐磨性等。
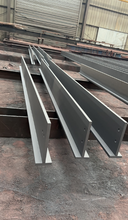
箱型柱拼装工艺方法: 1.以上盖板作为拼装基准,在其拼装面上按施工图要求分别放出隔板及侧腹板装配线,并用样冲标志。 2.先拼装上盖板与隔板,拼装在胎模上进行,装配好后,须施焊完毕方可进行下道工序。 3.腹板装配前须检查腹板的平直度,装配时采用一个方向装配,先定位中部加劲板,后定位腹板。 4.箱体结构整体拼装在U型结构全部完成后进行,先将U型结构腹板边缘矫正好,使其不平度〈L/1000 ,然后在下盖板上放出腹板装配定位线,翻转与U型结构拼装,采用一个方向装配,定位点焊采用对称施焊法。 5.隔板后一面焊接采用电渣压力焊接,采用设备电渣压力焊焊接。
钢结构(箱型柱)制作施工工艺 适用范围:适用于建筑钢结构的加工制作工序,包括工艺流程的选择、放样、号料、切割、矫正、成型、边缘加工、管球加工、制孔、摩擦面加工、端部加工、构件的组装、圆管构件加工和钢构件预拼装。钢结构(箱型柱)使用的钢材、焊接材料、涂装材料和紧固件等应具有质量证书,符合设计要求和现行标准的规定。
箱型柱为钢框架结构中重要构件之一,内置隔板,要求四面全熔透焊接。一般情况下焊接加强隔板处都有对应的钢梁(牛腿)与之连接,箱型柱在与之连接的钢梁(牛腿)翼缘上下各600mm 的节点范围内,箱型柱翼腹板间的主角缝也要求全熔透。因此正确的制作方法与合理的装配顺序尤为重要。