关键词 |
新乡塑编网土工格栅,塑编网土工格栅 |
面向地区 |
全国 |
钢塑土工格栅的价值分析:1、强度大、蠕变小、适应各类环境土壤,完全可以满足高等级公路中的高大挡墙使用。2、能有效的提高加筋承载面的嵌锁、咬用、程度的增强地基的承载力、有效的约束土体的侧向位移,增强地基稳固性能。3、与传统格栅相比更具有强度大、承载力强、抗腐蚀、防老化、摩擦系数大、孔眼均匀、施工方便、使用寿命长等特点。4、更适应于深海作业、堤岸加固,从根本上解决了其他材料做石笼因长期受海水冲蚀而造成的强度低、耐腐蚀性能差、使用寿命短等技术难题。5、能有效的避免在施工过程中被机具碾压、破坏而造成的施工损伤。
钢塑土工格栅与传统格栅相比更具有强度大、承载力强、抗腐蚀、防老化、摩擦系数大、孔眼均匀、施工方便、使用寿命长等特点。钢塑土工格栅更适应于深海作业、堤岸加固,从根本上解决了其他材料做石笼因长期受海水冲蚀而造成的强度低、耐腐蚀性能差、使用寿命短等技术难题。钢塑土工格栅能有效的避免在施工过程中被机具碾压、破坏而造成的施工损伤。
在软土地基表面铺设对侧向位移约束的效果。为什么这样说呢?土工格栅加固浅层软土地基的效果,对公路软土地基稳定性进行现场监测,通过试验确定土和土工格栅的计算参数;运用有限元理论,研究浅层软土地基在分级加载情况下的稳定性,并分析土工格栅加筋效果的影响因素。结果表明:理论计算的侧向位移值和竖向位移值与现场观测结果基本吻合;铺设土工格栅能有效地控制软土地基的侧向位移,而对减少路堤的竖向位移效果不明显;
随着路堤填土的增加,钢塑土工格栅的拉力逐渐增加,并且土工格栅拉力的峰值有逐渐向路基中线方向移动的趋势;加筋模量,土工格栅对坡脚下各点侧向位移的约束作用增强,对路堤底部沉降的变化没有影响;铺设多层土工格栅比铺设1层处理效果好,但不显著;如果只铺设1层土工格栅,那么在软土地基表面铺设对侧向位移约束的效果。
铺设钢塑土工格栅能有效地控制软土地基的侧向位移,而对减少路堤的竖向位移效果不明显。铺设土工格栅后,软土地基侧向位移有逐渐向深处发展的趋势,路堤坡脚竖直方向2.5m深度范围内侧向位移明显减小。随着路堤填土的增加,土工格栅的拉力也逐渐增加,并且格栅拉力的峰值有逐渐向路基中线方向移动的趋势。
效果不容您忽视的玻纤土工格栅,别看玻纤土工格栅的其貌不扬,可是它的效果却是不容忽视,不只在修建施工中发挥着主要的效果,在材料使用与计划引荐中更是可贵的好帮手。
一般来说,底层玻纤土工格栅全部铺设,用竹桩或木桩标示出玻纤土工格栅铺设的规模,然后进行铺设。对于其铺设请求主要表现为以下两点
1、玻纤土工格栅平坦、顺直;两边宽度与路基同宽。衔接方法选用缝接法衔接,相邻两幅玻纤土工格栅选用交错的高强聚丙烯带进行缝接;
2、或选用搭接的方法,搭接宽度不小于25cm,并用“U”形钉予以固定。
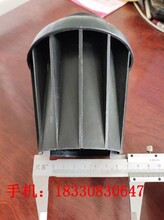
钢塑土工格栅
1、钢塑的拉力由经纬编织的高强钢丝承担,在低应变能力下产生高的抗拉模量,纵横向肋条协同作用,充分发挥对土体的嵌锁作用。
2、钢塑土工格栅的纵横向肋条的钢丝经纬编织成网,外包裹层一次成型,钢丝与外包裹层能协调作用,破坏伸长率很低(不大于3%)。钢塑土工格栅的主要受力单元为钢丝,蠕变量低。
3、通过生产过程中塑料表面的处理,压制有粗糙的花纹,以增强格栅表面的粗糙程度,提高钢塑土工格栅与土体的摩擦系数。
4、钢塑土工格栅的幅宽可达6m,实现、经济的加筋效果。
5、钢塑土工格栅采用的度聚乙烯可以确保:在常温下不会受到酸碱及盐溶液,或油类的侵蚀;不会受到水溶解或微生物的侵害。同时,聚乙烯的高分子性能也足以抵抗紫外线辐射所造成的老化。格栅受力后纵横肋条协同作用,不会产生结点的拉裂或破损。而实际工程中,在填料的压实后,因此未受到紫外线光和氧的侵蚀,因此完全可以满足性工程建设的要求。
工程应用领域:公路、铁路、桥台、引道、码头、水坝、渣场等的软土地基加固、挡墙和路面抗裂工程等领域。
土工格栅主要用途如下:
1、增强路基,可有效地分配扩散载荷,提高路基的稳定性和承载力,使用寿命;
2、可承受更大的交变载荷;
3、防止路基材料流失造成的路基变形、开裂;单向塑料土工格栅;
4、使挡土墙后的填土自承能力提高,减少挡土墙的土压力,节省费用,使用寿命,并降低维修费用;
5、结合喷锚混凝土施工方法进行边坡维护,不仅可节省30%—50%的投资,而且可以缩短工期一倍以上;
6、在公路的路基和面层中加入土工格栅,可以降低弯沉,减少车辙,推迟裂缝出现时间3—9倍,可减少结构层厚度达36%;
7、适用于各种土壤,无需异地取材,省工省时;
8、施工简单快捷,可大大降低施工成本。
土工格栅生产工艺流程:
a、根据生产的产品新的PE原料和回收料颗粒进行配比,按剥离力的大小对新料和回收料进行配比,计量;
b、配比完成后使用搅拌器后人工对配比的原料进行搅拌和掺和,根据要求并加入色母、消泡剂等辅料,混合均匀;
c、上料,将混合均匀的PE料,加入挤出机,并对挤出机进行预热;
d、上钢丝根据条带拉力大小,计算钢丝数量,将钢丝放在钢丝架上,做好准备;
e、通过挤出机对PE材料高温加热,使PE成融融状态,在扣模中将弹簧钢丝根据拉力大小排列紧密。使融融的PE对其进行包裹,在凉水中快速冷却。通过挤压成钢塑复合带子。
f、焊接,将制成条带放到高频焊接机,然后通过超声波高频焊接机,进行高频焊接。