






产品别名 |
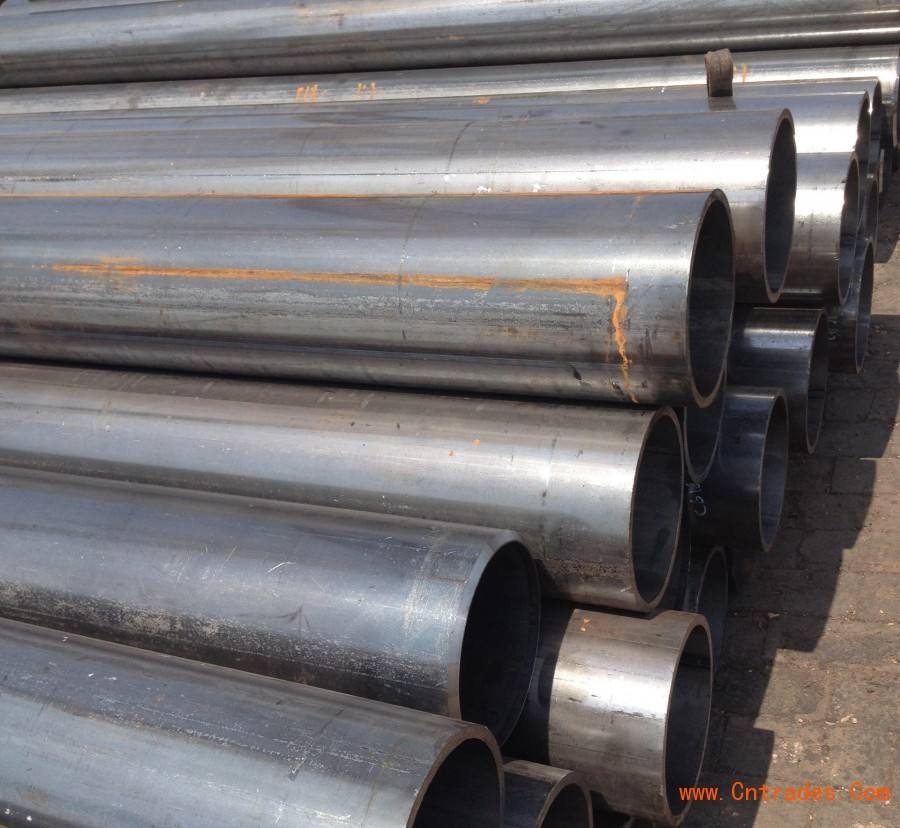
超长定尺直缝钢管 |
面向地区 |
全国 |
品牌 |
海马 |
产地 |
河北 |
型号 |
GKD |
材质 |
其它 |
类型 |
焊接 |
外径 |
20-2020 |
表面处理 |
除锈喷砂 |
安装型式 |
焊接 |
南票超长定尺直缝钢管报价
直缝钢管是焊缝与钢管纵向平行的钢管。通常分为公制电焊钢管、电焊薄壁管、变压器冷却油管等等。直缝焊管生产工艺简单,生产,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。
生产工艺
直缝钢管按生产工艺可分为高频直缝钢管和埋弧焊直缝钢管。埋弧焊直缝钢管按其不同的成型方式又分为UOE、RBE、JCOE钢管等。下面介绍常见的高频直缝钢管和埋弧焊直缝钢管的成型工艺。


从现阶段的高频焊管市场来看,无疑属于后者。也就说,当前钢材现货价格已经成为期货行情“之锚”。如果不出现大的意外情况,目前及今后一段时期内,高频焊管期货行情都将追随现货价格的波动而上下起舞。因此,高频焊管现货价格如何?原材料价格高是制约高频焊管行业低利润的重要因素。钢材价格的大幅上涨,这让高频焊管企业的生产经营变得越发困难了,高频焊管企业基本上处于低效益得状态,发展之路也越走越艰难,这些迫切的需求高频焊管行业加快淘汰落后产能的步伐,积极推进企业兼并、重组。高频焊接的质量的好坏,直接影响到焊管产品的整体强度,质量等级和生产速度。高频焊接钢管与埋弧焊管的焊接方式有显著的不同,由于焊接是在高速下瞬间完成,焊接质量的难度大大埋弧焊接方式,在质量上,高频焊管的焊缝质量好、内外毛刺较小、焊速高、耗电较小等优点。高频焊管高频焊接工艺在多方面都有优点,对管坯材质和钢管规格尺寸的适应性较广。高频焊不但焊速提高,同时可以获得热影响区小及烧透性良好的焊缝,可以大量节省金属、节约加工工时及减轻构件重量等优点,所以在工农业各方面被推广使用。

埋弧焊是一种电弧在焊剂层下燃烧进行焊接的方法,在直缝焊管行业有单丝埋弧焊和多丝埋弧焊之分,其固有的焊接质量稳定、焊接生产率高、无弧光及烟尘很少等优点,使其成为压力容器、管段制造、箱型梁柱等重要钢结构制作中的主要焊接方法。直缝焊管的多丝埋弧焊是指使用两根或两根以上焊丝完成同一焊缝的埋弧焊。直缝焊管的多丝埋弧焊丝的倾斜方向分为前倾和后倾。倾角的方向和大小不同,电弧对熔池的力和热作用也不同,从而影响焊缝成形。当焊丝后倾一定角度时,由于电弧指向焊接方向,使熔池前面的焊件受到了预热作用,电弧对熔池的液态金属排出作用减弱,而导致焊缝宽而熔深变浅。单丝埋弧焊在直缝焊管焊接时由于焊接熔池体积小、质量小、存在时间短、结晶冷却速度快,在一定的焊接规范下,焊速受到限制,过快的焊速极易导致熔池冷却结晶速度快而产生焊接缺陷,过慢的速度又导致热输入过大、热影响区增宽而使接头性能下降、生产效率低。
最近来访记录








