关键词 |
3pe钢管,3pe防腐钢管,3pe防腐钢管厂家,沧州3pe防腐钢管厂家 |
面向地区 |
全国 |
壁厚 |
12 mm |
颜色 |
黑色 |
拉伸强度 |
Mpa |
长度 |
12 m |
材质 |
Q235B |
厂家 |
其它 |
品名 |
螺旋焊管 |
规格 |
426*12 |
仓库 |
本厂 |








常温剥离跟高温剥离,常温剥离一般在室温下进行,要求100N/cm,成型管后冷却到室温,刚的管子拿来测对胶层的要求很高,厂家都可以螺旋钢管的生产一定的,符合相关部门制定的,对管材的有一个衡量的,对生产也有所帮助如间隙过大,则造成邻近效应,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂,如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经、滚压后形成深坑,影响焊缝表面

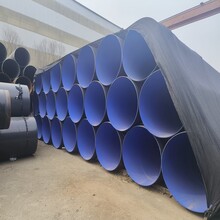
如间隙过大,则造成邻近效应,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂,如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经、滚压后形成深坑,影响焊缝表面 3pe防腐钢管管道具有的密封性,长期运行可大大的节约能源,成本, 耐腐蚀能力强,施工方简有速钢管承压能力强,焊接性能好,经过各种严格的检验和使用可靠,钢管口径大输送,并可节约铺设管线的投资,主要用于输送石油、天然气的管线

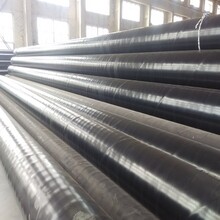
钢管知识:直缝埋弧焊钢管采用JCOE钢管成型,一条焊缝,埋弧焊接工艺,规格范围从325mm--1420mm,当直缝埋弧焊管直径大于914.4时规定允许钢管有两条直焊缝直缝焊管生产流程:1.板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首行全板超声波检验;2.铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状;3.预弯边:利用预弯机进行板边预弯,使板边具有符合要求的
曲率;4.成型:在JCO成型机上将预弯后的钢板的一半经过多次步进冲压,压成"J"形,再将钢板的另一半同样弯曲,压成"C"形,形成开口的"O"形5.预焊:使成型后的直缝焊钢管合缝并采用气体保护焊(MAG)进行连续焊接;6.内焊:采用纵列多丝埋弧焊在直缝钢管
内侧进行焊接;7.外焊:采用纵列多丝埋弧焊在直缝埋弧焊钢管外侧进行焊接经测定,管子表面的粗糙度所起的影响要比局部的面积(如螺旋形的焊缝或纵长的焊缝、包括内环形焊缝)所起的影响大十倍

全国输水3pe防腐钢管热销信息