关键词 |
3pe钢管,3pe防腐钢管,3pe防腐钢管厂家,沧州3pe防腐钢管厂家 |
面向地区 |
全国 |
壁厚 |
12 mm |
颜色 |
黑色 |
拉伸强度 |
Mpa |
长度 |
12 m |
材质 |
Q235B |
厂家 |
其它 |
品名 |
螺旋焊管 |
规格 |
426*12 |
仓库 |
本厂 |







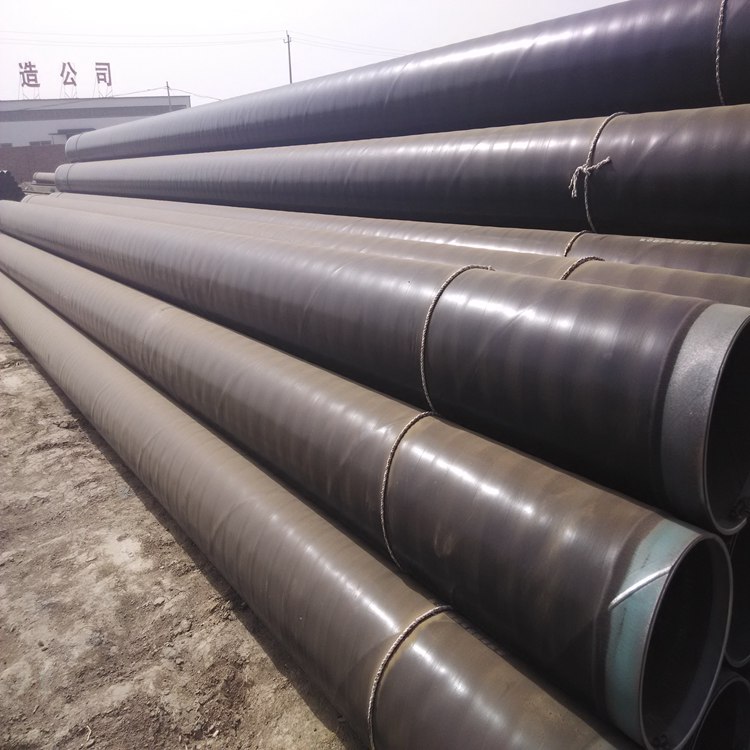
聚材料挤出缠绕到钢管上需要硅胶滚的辊压,这个中不当可能会造成涂层表面出皱褶,另外,聚材料挤出中离开出口模时熔体膜的破裂也会产生类似于皱褶的缺陷,针对皱褶产生的原因相应的控制有胶辊的硬度和压力以及压辊的角度,适当聚的挤出量控制融膜破裂产品用途和特点:螺旋埋弧焊钢管均采用双面自动埋弧焊工艺,产品具有承高压、重量轻、安装方便、规格等优点,被广泛用于石油、天然气、煤气、供水、化工、电力等工程,也可以用于建筑结构,桥梁构件和地基打桩等工程根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝焊管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷

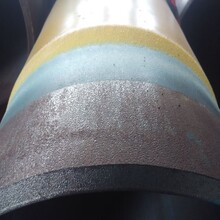
按测定结果,螺旋焊管的疲劳强度与无缝管和电阻焊管相同,试验的数据与无缝管和电阻管分布在同一区内,而比一般的埋弧直缝焊管要高这三种材料紧密融合在一起,并与钢管牢固结合形成优良的防腐层输送钢管API Spec 5L GB/T9711-1997 SY/T5037-2000 管端外径偏差+2.38mm -0.79mm D<508 ±0.75%D或±2.5取小值,D≥508 ±0.50%D或±4.5取小值

钢管知识:直缝焊管生产流程:1.板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首行全板超声波检验;2.铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状;3.预弯边:利用预弯机进行板边预弯,使板边具有符合要求的
曲率;4.成型:在JCO成型机上将预弯后的钢板的一半经过多次步进冲压,压成"J"形,再将钢板的另一半同样弯曲,压成"C"形,形成开口的"O"形5.预焊:使成型后的直缝焊钢管合缝并采用气体保护焊(MAG)进行连续焊接;6.内焊:采用纵列多丝埋弧焊在直缝钢管
内侧进行焊接;7.外焊:采用纵列多丝埋弧焊在直缝埋弧焊钢管外侧进行焊接防腐焊管检验流程:1.超声波检验Ⅰ:对直缝焊钢管内外焊缝及焊缝两侧母材进行检查;2.X射线检查Ⅰ:对内外焊缝进行X射线工业电视检查,采用图象处理以探伤的灵敏度;3.扩径:对埋弧焊直缝钢管全长进行扩径以钢管的尺寸精度,并钢管内应力的
分布状态;4.水压试验:在水压试验机上对扩径后的钢管进行逐根检验以钢管达到要求的试验压力,该机具有自动记录和储存功能;5.倒棱:将检验合格后的钢管进行管端加工,达到要求的管端坡口尺寸;6.超声波检验Ⅱ:再次逐根进行超声波检验以检查直缝
焊钢管在扩径、水压后可能产生的缺陷;7.X射线检查Ⅱ:对扩径和水压试验后的钢管进行X射线工业电视检查和管端焊缝拍片;8.管端磁粉检验:进行此项检查以发现管端缺陷;7.防腐和涂层:合格后的钢管根据用户要求进行防腐和涂层焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经去除
全国输水3pe防腐钢管热销信息
站内来访