





关键词 |
淮安型材散热器,型材散热器曲线图,淮安型材散热器,型材散热器现货 |
面向地区 |
全国 |
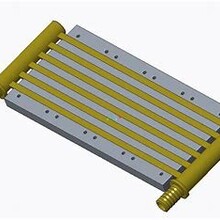
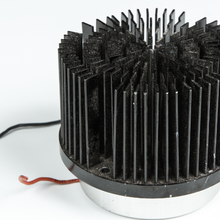
由于铝型材散热器的水质要求与钢不同,应避免铝散热器与其他材料的混合和安装 不同工艺的型材散热器是为了满足不同的工业生产需求,因此各有优缺点。以下主要阐述了四种常见型材散热器的代表性工艺特点。 1.挤压铝型材:翅片和基板是一体的。不会拼凑,散热器内部导热均匀.导热系数高。缺点是受加工工艺的限制,散热器尺寸和翅片之间的距离受到限制.薄厚.高片受限。 2.半挤压铝型材.半插件式:由于挤压铝型材的工艺有限,薄片间距不能太窄。两片之间的插件方法中插入一片铝片,并用压力机夹紧固定。由于大约一半的翅片是插入的,而且铝片与底板不集成,因此传热系数不如一个。热阻略大于纯挤压铝型材。
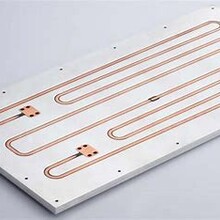
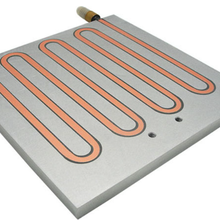
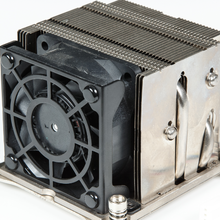
提升冷板的散热性能主要依靠: 1)改善流场。使流体在流道内有足够长的回路(要考虑符合的压降,以免影响流量),流道内的液体吸热均匀,通常采用的方法有:Pin fin组,扭旋片,wave channel等。 2)增加吸热面积。流体接触冷板吸热端的面积足够,吸热效果才能更好。增加面积的方法有:skiving, CNC铣槽,crimp fin,铝挤压fin片等。 3)冷板吸热面平面度、粗糙度及厚度。由于工业冷板的功耗通常都比较大,以千瓦级计,所以冷板的平面度、粗糙度及厚度都对冷板的热阻有很大的影响。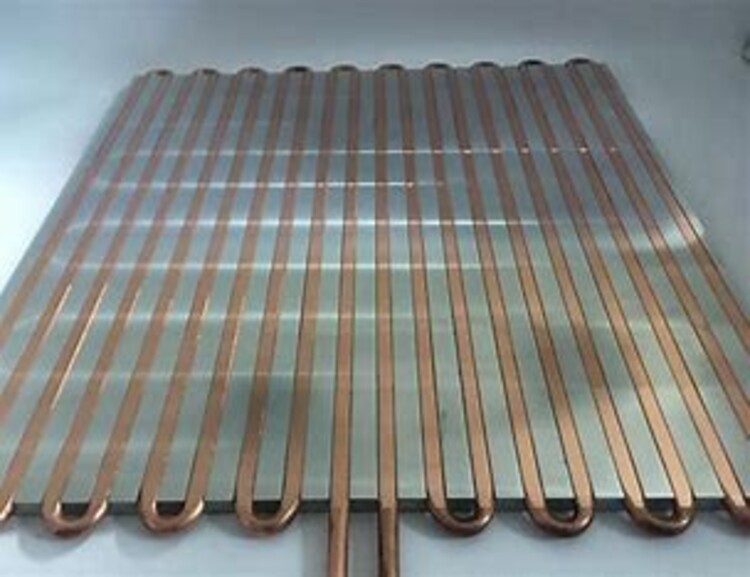
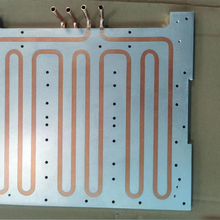
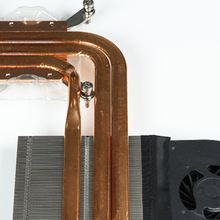
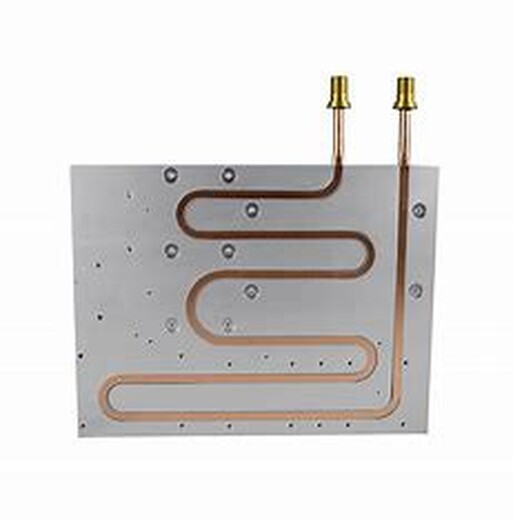
冷板因为要布置流道,所以通常采用上下板块结合的方式,基体采用CNC机械加工流道或者大批量制造的压铸基体及铸造与埋管的结合工艺,另外也可以辅助其他的如深孔加工的方式;盖板采用CNC机械加工或者其他诸如冲压、水切割等方式制作。基体与盖板采用焊接的方式加以连接,形成一体化的水冷板。焊接面和管道结合孔尽量避开吸热面;管道接头依客户要求,需要考量螺纹连接方式,规格,强度等。
蒸馏水或者纯净水通入产品,保压2小时,产品置空气中观察是否渗水或冒水。许多细小的泄露通常会冒极小的水珠,观察上时好用放大镜在灯光下观察。
冷板材料上,目前业内主要采用的是铝合金,铜的导热效果更好,但成本要贵得多,所以不是主流方向,在非电池包领域有应用;对于提高导热界面的导热效率,主要是在导热界面材料TIM上做功夫,由之前的空气介质,到后来的导热垫,再到目前的导热胶,TIM的导热效果在不断提高。
冲压流道和凸包这种大平板式的冷板设计迎合了当前快充和大模组、CTP的设计思路,是当前的主要应用趋势。另外,根据是否存在模组、界面材料TIM、箱体和电芯,这4者与冷板的位置来划分,冷板至少有6种的布置方案,其中箱体集成水冷板是目种比较受欢迎的设计思路。

————— 认证资质 —————
全国型材散热器热销信息