





产品别名 |
广东不锈钢承插管件,广东不锈钢承插弯头,广东碳钢承插弯头,广东锻制管件厂家 |
面向地区 |
全国 |
壁厚 |
36 mm |
密度 |
7.55 |
颜色 |
单色 |
拉伸强度 |
7.84 Mpa |
长度 |
30cm |
类型 |
管道管件 |
产地 |
江苏 |
材质 |
碳钢 不锈钢 双相钢 |
用途 |
化工管道 |
伸长率 |
≤250HB |
抗拉强度 |
≥255 |
执行标准 |
国标 |
屈服强度 |
≥205 |
类别 |
高压管件 |
执行质量标准 |
国标 |
广东不锈钢承插管件 广东不锈钢承插弯头 广东锻制管件厂家 江苏曼达管业提供
公司产品广泛应用于:石油、化工、冶金、船舶、造纸、电力、航天、、水处理、化纤、城建以及机械设备等行业。
不锈钢承插弯头的生产工艺流程:锻造工艺过程一般由以下工序组成,即选取钢坯下料、加热、成形、锻后冷却。锻造的工艺方法有自由锻、模锻和胎膜锻。生产时,按锻件质量的大小,生产批量的多少选择不同的锻造方法。自由锻生产率低,加工余量大,但工具简单,通用性大,故被广泛用于锻造形状较简单的单件、小批生产的锻件。自由锻设备有空气锤、蒸汽-空气锤和水压机等,分别适合小、中和大型锻件的生产。模锻生产率高,操作简单,容易实现机械化和自动化。
广东不锈钢承插管件 广东不锈钢承插弯头 广东锻制管件厂家 江苏曼达管业提供
江苏曼达管业有限公司根据管件的不同品种和要求,锻制管件主要采用模锻、自由锻和切削加工成形工艺进行。通用的模锻方法带有较大飞边,耗费材料,为了降低材料消耗,一些管件制造厂开始采用无飞边的成形工艺制造,取得了较好的效果。本节主要介绍模锻、自由锻和切削加工成形制造管件的工艺情况。
① 模锻
对承插焊和螺纹的三通、四通、弯头等小尺寸管件,其外形相对复杂,应采用模锻成形工艺制造。
模锻所使用的坯料应为经过轧制的型材,如棒材、厚壁的管材或板材。当使用钢锭作为原料时,应预先将钢锭轧成棒材或经锻打后再作为模锻的坯料使用,以消除钢锭中的偏析、疏松等缺陷。
坯料经加热后放入模具中锻压(视情况不同,可能要经过初锻后再进行模锻),压力使金属流动而充满模腔;模锻后的毛坯如有飞边的话,还要经过冲去飞边余料的步骤,从而完成全部模锻工作。
② 自由锻
对特殊形状的管件或不宜采用模锻成形的管件可用自由锻工艺制造。自由锻应锻出管件的大致外形;如三通,应锻出支管部位








广东不锈钢承插管件 广东不锈钢承插弯头 广东锻制管件厂家 江苏曼达管业提供
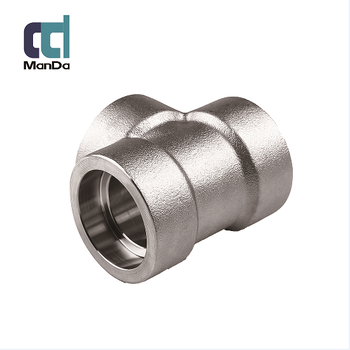
承插管件,主要分为高压管道连接配件是由圆钢或钢锭模压锻造毛坯成型,然后经车床机加工成型,及pp树脂改性聚丙烯低压管道采用曲弹双熔承插连接的配件曲弹双熔管件。
承插管件分类
1、承插管件系列安连接形式分为承插焊连接(SW)、对焊连接(BW)、螺纹连接(TR)、曲弹双熔承插连接。
2、承插管件按承受压力等级分类有, 对焊连接形式管件压力等级分为 3000LB(SCH80)、6000LB (SCH160)、9000(XXS);螺纹连接形式管件压力等级分为2000LB 、3000LB、6000LB;曲弹双熔低压管件公称压力:PN2.5MPa。
3、承插管件按制作原料分类一般有碳钢承插管件、不锈钢承插管件、合金钢承插管件、聚丙烯ppr承插管件等。
4、承插管件按用途分类有:
用于管子互相连接的管件有:法兰、活接、管箍、卡套、喉箍等 。
改变管子方向的管件:弯头、弯管。
改变管子管径的管件:变径(异径管)、异径弯头、支管台、补强管。
增加管路分支的管件:三通、四通。
用于管路密封的管件:垫片、生料带、线麻。
广东不锈钢承插管件 广东不锈钢承插弯头 广东锻制管件厂家 江苏曼达管业提供
最近来访记录