产品别名 |
YX76-344-688镀锌楼承板,688型楼承板,镀锌688型压型钢板,688组合楼层板 |
面向地区 |
全国 |
(1)表面状态:镀锌板由于涂镀工艺中处理方式不同,表面状态也不同,如普通锌花、细锌花、平整锌花、无锌花以及磷化处理的表面等。德国标准还规定有表面级别。
(2)镀锌板应具有良好的外观,不得有对产品使用有害的缺陷,如无镀、孔洞、破裂以及浮渣、超过镀厚、擦伤、铬酸污垢、白锈等。国外标准对具体外观缺陷规定都不十分明确。订货时对一些具体缺陷应在合同上列明。
(1)镀锌板消费现状
近几年,国内镀锌板生产量的增加主要是热镀锌板产量的增加,1998-2002年,热镀锌板生产量由97万吨增加到220万吨;而进口量增长更快,由98年的37万吨增加到02年的156万吨;表观消费量由132万吨增加到367万吨。2002年,热镀锌板国内产品自给率约为60%,当年热镀锌板的国内生产量和进口量均比上一年有所增长,尤其是进口量增长幅度更大,主要是由于供彩涂板生产用薄规格热镀锌板的需求增加,导致国内产品自给率有所下降。
(2)电镀锌板消费现状
近年来,随着家用轿车市场的快速发展,家用电器、个人电脑的基本普及,电子产品的大量出口,防盗门市场的发展,使电镀锌板的需求增长过快。目前,我国电镀锌板的生产规模,无论是从数量上还是从品种、质量上来说,均不能满足的需求。1998-2002年,国内电镀锌板生产量增长缓慢,由17万吨增加到40万吨;而进口量增长很快,由73万吨增加到178万吨;表观消费量由87万吨增加到216万吨。国内产品自给率不足20%。
我国带钢热镀锌的发展与世界水平相比还存在一定的差距。我国现有热镀锌生产线多数存在技术落后、锌耗高、产品产量低、产品质量差、生产成本高、能量耗费大、环保措施不力,常造成严重环境污染等缺点,此类生产线难以满足我国国民经济腾飞的需要。少量国有大型钢铁企业能够生产的家电、汽车用热镀锌板,我国大型钢板连续热镀锌技术多为花费巨资引进自美、日、欧,一般水平,相似水平较多,重复性、成熟性技术多。一般产品、相似产品多,高、新、尖技术少,高技术含量产品少,自主研发的技术更少。核心技术无法完全掌握,没有进行新的品种开发和生产的能力。另一方面我国自行研究的热镀锌工艺及技术转化率低,难以形成产业。成果集成低,系统成套技术不成熟、不完善是实现工程化、产业化的症结,这些问题的产生主要基于我国汽车用热镀锌钢板生产技术和装备开发能力落后于世界水平所致。因此开发汽车用热镀锌钢板生产技术与装备非常必要。加强成果的系统集成,促进成果的转化和应用,逐渐增加我国热镀锌汽车板产品的自给率,推动我国这一领域技术的进步和发展。我国钢板连续热镀锌大型现代化机组基本是从美国、日、欧等不同国家引进,虽然其产品较为雷同,但生产技术却都有其特色,花力气消化各机组的特色高技术,并为己用,再行创新是表面涂镀层技术领域中一项意义重大的工作,此举将加速缩短我国与外国的差距,减少重复引进,实现热镀锌钢板技术及装备科研成果的系统集成,实现成果转化和应用,把我们的技术推向世界。
1:适应主体钢结构快速施工的要求,能够在短时间内提供坚定的作业平台,并可采用多个楼
楼承板
楼承板
层铺设压型钢板,分层浇筑混凝土板的流水施工。
2:在使用阶段楼承板作为混凝土楼板的受拉钢筋,也提高了楼板的刚度,节省了钢筋和混凝土的用量。
3:压型板表面压纹使楼承板与混凝土之间产生大的结合力,使二者形成整体,配以加劲肋,使楼承板系统具有高强承载力。
4:在悬臂条件下,楼承板仅作为性模板。悬挑的长度可根据楼承板的截面特性来定。为了防止悬挑板的开裂,需在支座处依结构工程师的设计配上负筋。 [3]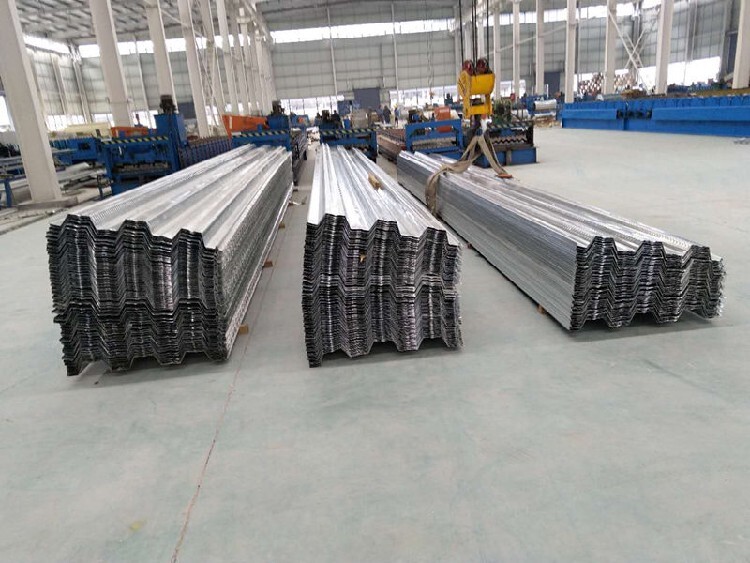
为解决代与第二代钢钢承板存在的诸多缺点,比如建筑物净高较小等,工程师开发出第三代钢筋桁架钢承板,第三代楼承板是通过改变缩小原始楼承板凸高压型,将楼板中的钢筋在工厂采用半自动钣金焊接设备加工成钢筋桁架,来替代楼承板的凸高和承载力。焊后并采用硅烷化、纯锰磷化、水洗、烘干、镀锌等除锈防锈环保工艺技术,将钢筋桁架与楼承板在工厂用高频阻焊连成一体的组合模板。该模板系统是将混凝土楼板中的钢筋与施工模板组合为一体,组成一个在施工阶段能够承受湿混凝土自重及施工荷载的承重构件,并且该构件在施工阶段可作为钢梁的侧向支撑使用。在使用阶段,钢筋桁架与混凝土共同工作,承受使用荷载。
1、桁架楼板受力模式及组合模式合理,具有现浇混凝土整体刚性, 能轻松地完成双向板施工及使用,而普通的压型板下皮垂直于肋方向钢筋无法部。
2、在施工中梁间距3米以上,普通的压型板基本上就要加设临时支撑;钢筋桁架模板大无支撑间距可达5米。
3、在桁架模板上临时开洞,基本无需加固,而且机电线、管铺设方便
4、钢板不参与受力、无需耐火及防腐涂料,亦无需担心过火后修复问题,既安全又经济,板底平整、净高有,楼板双向刚度一致、抗震性能好,解决闭口板双向配筋问题,钢筋间距及混凝土保护层厚度有
5、双向板设计及施工简便,适用于大跨度厂房,镀层合理、栓钉焊接质量可靠、端部无需穿透焊,楼板抗剪性能好。
6、采用硅烷化、磷化、水洗烘干、镀锌等除锈防锈工艺、密封避光保存。
楼承板型材厚0.8mm、1.0mm、1.2mm宽688mm~940mm,高5 1 mm ~76mm.工程楼面楼承板与钢筋混凝土结构共同作用,系复合结构。楼承板铺设与钢梁连接,板端头与钢梁熔透点焊,中间采用栓钉与钢梁穿透熔焊;楼承板间用夹紧钳咬合压孔连接;堵头用镀锌堵头板与楼承板及钢梁点焊。如果是带弧形区楼承板异型裁切采用等离子切割机切割,其切口光滑,表面镀锌层完整。楼承板焊接采用手工电弧点焊,焊条为E4303,直径3.2mm,熔透焊接点为16mm.原设计焊点间距305mm,后将焊点增加1倍,以确保操作人员行走时楼承板不变形,混凝土浇筑时楼承板端头不漏浆。当楼面层结构标高变化不一致时,采取加焊型钢措施,使水平结构呈台阶过渡,当降低标高时工字梁腹板加焊角钢;抬升标高时工字梁翼缘加焊槽钢。当遇到楼面有预留洞口时 尺寸一般是大于500mm×500mm时采用先开洞措施,即在钢梁上加焊型钢托梁分隔,增加洞口刚度,网片钢筋在洞口断开,并与型钢焊接;洞口尺寸小于500mm×500mm时采取后开洞措施,即在楼承板上增加堵头分割板,网片钢筋贯通,混凝土浇筑成型后可剪断钢筋
最近来访记录