关键词 |
平焊人孔,九江人孔,圆形人孔,不锈钢人孔 |
面向地区 |
全国 |
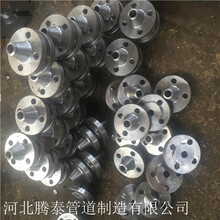
人孔规划制造时,若压力、材料、介质、腐蚀裕量能满足并选用规范人孔,可按规范中的技能需求进行选用,因规范人孔中的法兰及法兰盖尺寸是经验值,不需要校核;若是非标人孔,则需要按GB150中相应办法进行计算校核。
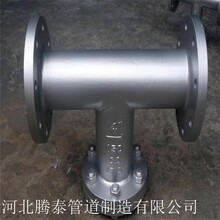
人孔应有一个设在进出油管右侧左近,并尽量使人孔正对罐室密闭门,以便人员进出、维修油罐和通风接收用。由于人孔装置在油罐的下层体圈上,防渗漏就显得特别重要。请求两法兰分离面必需其平直度,无飘扭现象。
增强板和法兰应尽量在整块钢板上切割而不拼接。法兰和盖板上加工有密封圈,在施工中要特别留意维护。密封用3mm厚石棉橡胶垫片,不允许有折裂。装置人孔盖板上紧螺栓时,要成对角平均用力,以防孔盖变形。
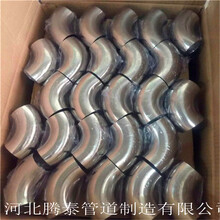
人孔的锻造通常分为自由锻造和模锻。自由锻一般是在锻锤或水压机上,利用简单的工具将人孔锭或块料锻成所需形状和尺寸的加工方法。自由锻时不使用模具,因而锻件的尺寸精度低,生产率也不高,主要用于单件、小批量生产、大锻件生产或人孔厂的开坯。模锻是在模锻锤或热模锻压力机上利用模具来成形,又可以细分为开式模锻和闭式模锻。