关键词 |
江宁区塑木地板,文山塑木地板,塑木地板厂家,临安市塑木地板 |
面向地区 |
全国 |
目前塑木共挤主要有PVC、PE和ASA几种,其中主要是PE类塑木共挤产量较大(原因是PE类塑木量较大,占75%以上)。国内目前主要是用回料生产,因而采用塑木共挤就显得更为必要和迫切,否则很快就会被市场淘汰。有的厂家担心共挤类塑木会提高产品成本,实际上共挤类塑木生产的直接成本不会提高,虽然表面共挤层的成本高了,但芯层的成本下降了(回料、少添加剂、多木粉)。共挤表层的厚度很薄(0.3~0.5mm,要压花的也只有1mm),可以把平时舍不得用的好添加剂(抗UV、抗菌、色母、润滑等)都加上去,色系也可以多一些。世界第二大塑木厂,原来只有4种颜色,共挤塑木地板就出了8种颜色,只要在共挤挤出机的料斗加上侧喂料机就可以方便地实现。生产的直接成本没有增加,只是初期需要投入模具和共挤挤出机。
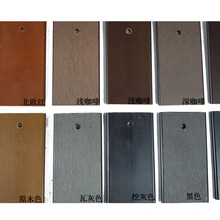
塑木有哪些颜色可供选择,是否需要油漆?
塑木材料颜色种类很多,用塑木百叶片产品做出来的塑木色卡,直观体现塑木颜色种类。木色卡特点:不易褪色!色系!有光泽度!下面我们就一起来看看塑木颜色种类有哪些吧。
1、塑木地板施工前的准备,施工前要确保施工场地的混凝土基层地面平整。这一点很重要,希望大家不要为了图省事,勉强施工,否则造成的大家会得不偿失。
2、龙骨的中心距离控制在310-410mm之间,龙骨端部对接接缝需留10mm左右的间距,便于排水,同时要做到龙骨排与排之间的端部接缝错开,不要在一条直线上。龙骨间距允许误差<10mm,平整度<3mm,与墙面间的伸缩缝为8-10mm。
3、施工现场基层地面施工条件差,无法做到正题结构稳定时,需改用钢龙骨代替塑木龙骨,所使用刚才要用镀锌钢,电焊链接的部位要去除焊渣后座防锈处理。
4、地板拼接缝隙的大小,要根据塑木地板安装时环境的温湿度,地板长度,地板含水率,以及铺设面积的具体情况合理确定。